Galeria
Okleiniarki to najbardziej wydajne gniazdo w naszym zakładzie
Z wizytą w firmie Heban

Okleiniarkę OTT Strong Edge z powrotem Trans Lift Plus z pewnością polecilibyśmy firmie nastawionej na duże realizacje i rozwój swoich usług. Ta maszyna daje poczucie bezpieczeństwa, jeśli chodzi o awaryjność, a co za tym idzie – przestoje na hali. To gniazdo produkcyjne definiuje pracę całego zakładu – jeśli jest za mało wydajne, to trzeba hamować pracę pił. W firmie jest obecnie odwrotnie – okleiniarki to bardzo wydajne gniazdo, które może nadrabiać produkcje, nawet po nieplanowanych przestojach.
Dostawca materiałów i usług
– Firma Heban jest obecna na rynku już od ponad 20 lat. Naszą misją jest zaopatrzenie branży meblowej w akcesoria, płyty oraz formatki do wyrobu mebli – mówi Jakub Lewandowski, kierownik produkcji w dziale stolarni w firmie HEBAN. – W zakresie produktów współpracujemy z wieloma producentami płyt oraz akcesoriów meblowych. Jesteśmy autoryzowanym przedstawicielem firm SWISS KRONO oraz BLUM. Reprezentujemy również takich producentów, jak: Schilsner, Peka i Rejs oraz kilkunastu producentów uchwytów meblowych. Posiadamy w ofercie płyty OSB, sklejki, wysoko połyskowe akryle oraz płyty wilgocioodporne i ognioodporne. Jesteśmy również przedstawicielem oryginalnych włoskich producentów mebli.
Nowa stolarnia w miejscowości Majdan
– W ubiegłym roku otworzyliśmy nowe centrum produkcyjno-logistyczne w miejscowości Majdan, w którym obecnie pracuje około 35 osób – dodaje kierownik produkcji. – To właśnie tutaj przechowujemy materiał płytowy. Posiadamy trzy hale magazynowe o powierzchni 1000 metrów kwadratowych każda. Znajdują się tu płyty, w tym blaty, sklejki i OSB. Z tego punktu wydajemy towar w pełnych płytach oraz zajmujemy się produkcją formatek meblowych, czyli rozcinamy płytę zgodnie z życzeniem klienta, a następnie oklejamy ją obrzeżem ABS. Tak przygotowane elementy, według specyfikacji klienta, są opakowane i czekają na odbiór przez zamawiającego. W zakładzie realizujemy także usługi CNC, w tym krzywoliniowe cięcie i oklejanie. Obrabiamy również blaty – wycinamy otwory pod zlewy i baterie, a także przeprowadzamy nawiercanie na korpusach. Oferujemy wszelkie usługi, które wiążą się ze stolarstwem w zakresie obróbki płyty drewnopochodnej. Nie są nam straszne nawet wielowolumenowe produkcje. Głównie usługi świadczymy dla stolarzy, pod dalszą produkcję ich mebli, ale obsługujemy również klientów detalicznych. Siedziba firmy i część biurowa mieszczą się w Warszawie Wesołej przy ul. Trakt Brzeski 73. Produkcja odbywa się w miejscowości Majdan oraz w drugiej lokalizacji, niedaleko naszych biur. Posiadamy także oddział zamiejscowy w Sękocinie Starym, w którym jest tylko punkt odbioru zamówień dla tamtejszych klientów. Znajdują się tam również magazyny: płyt i akcesoriów oraz ekspozycja.
Okleiniarki to serce zakładu
– W naszym zakładzie produkcyjnym znajdują się dwie okleiniarki OTT – model Twister oraz StrongEdge z powrotem TransLift Plus – wyjaśnia Jakub Lewandowski. – Okleiniarkę StrongEdge zakupiliśmy w 2016 roku, a trzy lata później dokupiliśmy opcję powrotu TransLift Plus. Po raz kolejny postawiliśmy na OTT ze względu na dobrą kooperację i zadowolenie z pierwszej okleiniarki Twister, którą zakupiliśmy dziesięć lat wcześniej. Zastąpiła ona maszynę innego producenta, z którą mieliśmy pewne kłopoty, natomiast maszyna OTT okazała się niezawodna. Twister pracował każdego dnia i przerabiał wiele metrów materiału. Oczywiście przeprowadzaliśmy przeglądy okresowe w autoryzowanym serwisie. Do tego był bardzo szybki i umożliwiał przeprogramowywanie w czasie obróbki elementu. Te pozytywne doświadczenia sprawiły, że wybór padł na kolejną maszyną marki OTT.
Kolor ma znaczenie
– Dzięki tej inwestycji mogliśmy wprowadzić zmianowość kociołków klejowych oraz oklejać białe płyty klejem tego samego koloru i innych klejem naturalnym. Przełożyło się to na zadowolenie klienta z jakości oklejonych elementów. Szczególna zmiana zauważalna była zwłaszcza dla białych klejów – tłumaczy kierownik produkcji. – Przetwarzamy bardzo dużo białej płyty oraz tworzymy białe korpusy. Warto zaznaczyć, że dzięki tej technologii na białym kleju nie widać praktycznie żadnej fugi klejowej. To sprawiło także, że bardzo wielu klientów, którzy nie byli przekonani do naszej firmy, zaczęli zamawiać elementy dzięki białej fudze klejowej wysokiej jakości.















Szukamy najlepszych i nowoczesnych rozwiązań
– Zawsze inwestujemy w maszyny najnowsze i najlepszej jakości, dlatego wybór padł na StrongEdge, który w tamtym czasie był „nowinką” wchodzącą na rynek – stwierdza kierownik produkcji. – Zależało nam na maszynie najlepszej klasy z najnowocześniejszymi rozwiązaniami technologicznymi. Ważne było także to, że mogliśmy rozbudować ją w późniejszym czasie. Wstępnie nie myśleliśmy o aż tak zaawansowanym powrocie. Wiedzieliśmy, że maszynę będzie można rozbudować, co dało nam poczucie dużej elastyczności.
Niewielka zmiana na rzecz wielkiej poprawy jakości
– Ciekawą możliwością było także dołożenie do zakupywanej maszyny StrongEdge przedzaładunkowych rolek dociskowych – dodaje kierownik produkcji. – Ten moduł został dokupiony dodatkowo i okazał się przysłowiowym „strzałem w dziesiątkę”! Teraz nawet mało doświadczony operator mógłby obsłużyć maszynę, a my jesteśmy pewni, że nie dojdzie do uszkodzenia żadnego elementu, nawet w przypadku niechlujnego założenia płyty na maszynę. Szczególnie newralgiczne jest pierwsze 40 cm płyty. Rolki znajdują się pod odpowiednim kątem pod względem culagi i zawsze odpowiednio dociskają materiał, dzięki czemu oklejanie jest perfekcyjne już od pierwszych centymetrów. Podnosi to jakość produkcji, zmniejsza liczbę reklamacji oraz zwiększa zadowolenie klienta – co jest dla nas najważniejsze.
Pełen komplet agregatów
– Na wejściu naszej okleiniarki StrongEdge znajdują się wspomniane dociskowe rolki przeładunkowe. Następny w kolejności jest zespół frezów wstępnych, które zbierają naddatek płyty, tak aby element miał zachowany wymiar brutto. Kolejno w maszynie zainstalowano agregat zbierający nadmiar okleiny. Nie zabrakło frezów profilowych oraz natrysku płynu adhezyjnego. Kolejno w okleiniarce znajduje się zespół obrabiający naroża w przypadku oklejania do krawędzi już oklejonej. Na końcu znajduje się cyklina plaska, która zdejmuje nadmiar kleju powstałego przy oklejaniu obrzeża. Potem odbywa się kolejny natrysk środka adhezyjnego, tuż przed dwoma polerkami – góra i dół. Gotowy element wyjeżdża na powrót – opisuje Jakub Lewandowski.
Szeroki zakres możliwości
– Obecnie na maszynie StrongEdge oklejamy głównie obrzeża o grubości 0,8 i 2 mm. Wysokość oklejania jest dostosowana do grubości płyty, ale my najczęściej używamy płyty 18 mm lub elementy pogrubiane 36 mm, w tym przypadku mamy także wyższą okleinę 43 mm, która jest stosowana przez frez zbierający nadmiar obrzeża – zapewnia kierownik produkcji. – Ta maszyna jest w stanie okleić elementy o grubości nawet powyżej 60 mm. Oklejarka pozwala także na pracę z obrzeżem fornirowanym, w tym bardzo cienkim 0,5 mm. Widać wtedy doskonałą jakość po obróbce dzięki agregatom. Producent zapewnił także możliwość doklejania 3 – 4 mm obłogu na tej maszynie. Nie stosowaliśmy tej funkcji, ale jest to ciekawe urozmaicenie dla tego urządzenia.
System podgrzewania kleju oszczędza czas
– W naszej produkcji stosujemy kleje niemieckiego producenta Henkel. Jest to albo model Dorus, w przypadku standardowych płyt, albo klej poliuretanowy bezbarwny Technomelt dla płyt akrylowych wysokopołyskowych – zapewnia Jakub Lewandowski. – W okleiniarce StrongEdge znajdują się: funkcja podgrzewania kleju i stacja dokująca do kociołka klejowego (urządzenie zakupione z maszyną). To rozwiązanie pozwala na podtrzymanie temperatury kleju do zadanej, co umożliwia bardzo szybkie przezbrojenie maszyny na inny klej albo kolor. Przepięcie zajmuje jedynie 2 minuty, co w porównaniu z nagrzewaniem, które wynosi 20 minut, daje ogromne oszczędności w czasie. Dodatkowo, ta funkcja sprawia, że nie występują przestoje maszyny przy czyszczeniu kociołka klejowego. Zamiast wyłączać urządzenie, możemy podpiąć drugi kociołek, a pierwszy zasypać czyścikiem.
Mniejszy nakład i koszt pracy
– Głównym czynnikiem, który zadecydował o potrzebie zakupu TransLift Plus, była potrzeba możliwości pracy na maszynie jednego, głównego operatora – informuje kierownik produkcji. – Mamy bardzo doświadczonych pracowników, dlatego w połączeniu z tą funkcją możemy sobie pozwolić na to, aby był tylko jeden operator. Daje to większą rentowność maszyny. Ponadto, zmniejsza to również reklamacje wynikające z błędów operatora, który odbiera elementy i układa je na poszczególne gniazda, np. dalszej obróbki, wykańczania. System TransLift Plus składa się ze stołu, który jest dopinany z tyłu maszyny, gdzie wychodzi gotowy i oklejony element. Są tam pasy transportowe oraz maszt, po którym porusza się manipulator podciśnieniowy. Ten następnie łapie element, podnosi go do góry, w razie czego obraca o zadany kąt +/- 90 lub 180 stopni i odkłada element na pas transportowy, znajdujący się poniżej poziomu pracy. Dzięki temu elementy mogą się bezkolizyjnie minąć. Element ten zjeżdża w stronę operatora, na stół pneumatyczny unoszony. Sprawia to, że operator uzyskuje element z powrotu maszyny na tej samej wysokości, co element na wejściu do okleiniarki. Zatem operator nie musi go ręcznie podnosić, np. w przypadku gdy element poddany zostaje ponownemu oklejeniu jego drugiej krawędzi. Co więcej, jest on już odpowiednio ułożony, pod kątem kolejnej krawędzi, jaka będzie oklejana. Ta funkcja nie tylko ogranicza pracę i wysiłek, ale także eliminuje zwykły błąd ludzki. System powrotu ma jeszcze jedną ciekawą funkcję. Mianowicie, jeśli oklejamy mniejsze elementy, to możemy zadać program w ten sposób, aby element po skończonej obróbce zatrzymał się i czekał na stole transportowym TransLifta na drugi element, który do niego dołączy. Manipulator może w tym momencie przenieść na pas powrotny jednocześnie oba elementy.
– Największą zaletą systemu TransLitf Plus jest to, że okleiniarka jednostronna obsługiwana jest przez jedną osobę – dodaje Zbigniew Brzeziński z firmy OTT. – Elementy powracające do operatora są już obrócone krawędzią, która kolejno ma być obrabiana, nie wykonuje tego operator. Element uchwycony przez wakuum na wyjściu okleiniarki transportowany jest w powietrzu nad taśmą. W momencie pojawienia się elementu nad nią, taśma zatrzymuje się, element jest położony, następnie uruchamia się posuw taśmy i transportowany jest do operatora. Pozwala to na zabezpieczenie się przed ewentualnym zarysowaniem elementu. Na końcu taśmy znajdują się stoły z poduszką powietrzną, na które trafiają elementy. W celu łatwego manipulowania dużymi i ciężkimi elementami stoły z poduszką powietrzną mają funkcję automatycznego podnoszenia do wysokości roboczej okleiniarki. Na jej wejściu znajduje się stół z poduszką powietrzną, ułatwiający wprowadzanie elementów do maszyny.
Więcej niż zadowolenie
– StrongEdge pracuje u nas 4 lata. Przez ten czas urządzenie przerobiło 1 mln 200 tys. elementów w zakładzie, co daje w sumie około 1 mln metrów wykonanej doklejki – twierdzi kierownik produkcji. – Nasz operator z 25-letnim stażem pracy pracował na wielu okleiniarkach prostoliniowych. Miał styczność z wieloma producentami tego typu urządzeń, ale bardzo chwali sobie właśnie to rozwiązanie, które dostarczyła firma OTT. Często mówi: „Aż chce się przyjść do pracy”, bowiem oklejanie elementów na tej maszynie jest proste i nie wywołuje żadnych przeciążeń u pracownika. Nasza firma jest bardzo zadowolona z tego systemu. Po zainstalowaniu oraz powrotu nie było ingerencji serwisowej w żaden z tych elementów. W przypadku samej okleiniarki, jesteśmy również zadowoleni z tego, jak dobrze spolszczony jest sam layout. Sprawia to, że nie ma żadnego problemu z wyświetlaniem komunikatu błędu. Jeśli się pojawia, to jest bardzo klarowny. Dzięki temu jesteśmy w stanie sami załatwić bardzo dużo rzeczy z serwisem wyłącznie za pomocą telefonu. Komunikat dokładnie wskazuje np. o jakim czujniku mowa, a my możemy dzięki temu sami go przeczyścić i wykonać inne czynności serwisowe. To przekłada się na oszczędności finansowe i brak przestoju maszyny. Nadmienię, że jesteśmy bardzo zadowoleni z samego serwisu firmy OTT – autoryzowanej firmy SiGTechnik, która obsługuje nas w bardzo profesjonalny i ekspresowy sposób. W przypadku awarii technik przyjeżdża błyskawicznie, ale doświadczony serwisant jest w stanie przekazać także nawet niedoświadczonemu operatorowi przez telefon – gdzie zajrzeć i co sprawdzić. Naprawa zdalna także jest możliwa.
Maszyna, która daje poczucie bezpieczeństwa
– Rozwiązania OTT z pewnością polecilibyśmy przedsiębiorstwu nastawionemu na duże realizacje i rozwój swoich usług. Ta maszyna daje poczucie bezpieczeństwa, jeśli chodzi o awaryjność, a co za tym idzie – przestoje na hali. Gniazdo produkcyjne definiuje pracę całego zakładu – jeśli jest za mało wydajne, to musimy hamować pracę pił. W firmie jest obecnie odwrotnie – okleiniarki to bardzo wydajne gniazdo, które może nadrabiać produkcję, nawet po nieplanowanych przestojach – podsumowuje Jakub Lewandowski.
-

Jakub Lewandowski, kierownik produkcji w dziale stolarni w firmie HEBAN. Fot. KD MEDIA
-

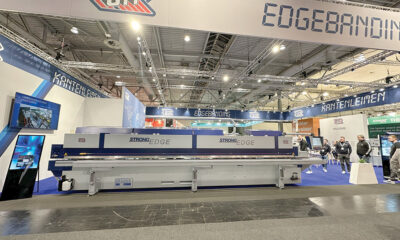
Okleiniarka Strong Edge działa w firmie HEBAN od 2016 roku. Trzy lata później dokupiono opcję powrotu Trans Lift Plus. Fot. KD MEDIA
-

Nasz operator z 25-letnim stażem bardzo chwali sobie właśnie to rozwiązanie, które dostarczyła firma OTT. Często mówi: „Aż chce się przyjść do pracy”! Fot. KD MEDIA
-

HEBAN posiada trzy hale magazynowe o powierzchni 1000 metrów kwadratowych każda. Fot. KD MEDIA
-

Dzięki okleiniarce Strong Edge w zakładzie przerobiono 1 mln 200 tys. elementów, co daje w sumie około 1 mln metrów wykonanej doklejki. Fot. KD MEDIA
-

Funkcja obniżania stołu umożliwia bezproblemowe krzyżowanie się elementów na transporci. Fot. KD MEDIA
-

Funkcja obniżania stołu umożliwia bezproblemowe krzyżowanie się elementów na transporci. Fot. KD MEDIA
-

Funkcja obniżania stołu umożliwia bezproblemowe krzyżowanie się elementów na transporci. Fot. KD MEDIA
-

Interesującą opcją jest możliwość chwytania i przenoszenia na raz dwóch małych formatek. Fot. KD MEDIA
-

Interesującą opcją jest możliwość chwytania i przenoszenia na raz dwóch małych formatek. Fot. KD MEDIA
-

Interesującą opcją jest możliwość chwytania i przenoszenia na raz dwóch małych formatek. Fot. KD MEDIA
-

Na wejściu naszej okleiniarki Strong Edge znajdują się dociskowe rolki przeładunkowe. Następny w kolejności jest zespół frezów wstępnych, które zbierają naddatek obrzeża, tak aby element miał zachowany wymiar brutto. Kolejno w maszynie zainstalowano agregat zbierający nadmiar okleiny. Nie zabrakło frezów profilowych oraz natrysku płynu adhezyjnego. Kolejno w okleiniarce znajduje się zespół obrabiający naroża w przypadku oklejania do krawędzi już oklejonej. Na końcu znajduje się cyklina plaska, która zdejmuje nadmiar kleju powstałego przy oklejaniu obrzeża. Potem odbywa się kolejny natrysk środka adhezyjnego, tuż przed dwoma polerkami - góra i dół. Fot. KD MEDIA
-

Na wejściu naszej okleiniarki Strong Edge znajdują się dociskowe rolki przeładunkowe. Następny w kolejności jest zespół frezów wstępnych, które zbierają naddatek obrzeża, tak aby element miał zachowany wymiar brutto. Kolejno w maszynie zainstalowano agregat zbierający nadmiar okleiny. Nie zabrakło frezów profilowych oraz natrysku płynu adhezyjnego. Kolejno w okleiniarce znajduje się zespół obrabiający naroża w przypadku oklejania do krawędzi już oklejonej. Na końcu znajduje się cyklina plaska, która zdejmuje nadmiar kleju powstałego przy oklejaniu obrzeża. Potem odbywa się kolejny natrysk środka adhezyjnego, tuż przed dwoma polerkami - góra i dół. Fot. KD MEDIA
-

Na wejściu naszej okleiniarki Strong Edge znajdują się dociskowe rolki przeładunkowe. Następny w kolejności jest zespół frezów wstępnych, które zbierają naddatek obrzeża, tak aby element miał zachowany wymiar brutto. Kolejno w maszynie zainstalowano agregat zbierający nadmiar okleiny. Nie zabrakło frezów profilowych oraz natrysku płynu adhezyjnego. Kolejno w okleiniarce znajduje się zespół obrabiający naroża w przypadku oklejania do krawędzi już oklejonej. Na końcu znajduje się cyklina plaska, która zdejmuje nadmiar kleju powstałego przy oklejaniu obrzeża. Potem odbywa się kolejny natrysk środka adhezyjnego, tuż przed dwoma polerkami - góra i dół. Fot. KD MEDIA
-

Na wejściu naszej okleiniarki Strong Edge znajdują się dociskowe rolki przeładunkowe. Następny w kolejności jest zespół frezów wstępnych, które zbierają naddatek obrzeża, tak aby element miał zachowany wymiar brutto. Kolejno w maszynie zainstalowano agregat zbierający nadmiar okleiny. Nie zabrakło frezów profilowych oraz natrysku płynu adhezyjnego. Kolejno w okleiniarce znajduje się zespół obrabiający naroża w przypadku oklejania do krawędzi już oklejonej. Na końcu znajduje się cyklina plaska, która zdejmuje nadmiar kleju powstałego przy oklejaniu obrzeża. Potem odbywa się kolejny natrysk środka adhezyjnego, tuż przed dwoma polerkami - góra i dół. Fot. KD MEDIA
-

Na wejściu naszej okleiniarki Strong Edge znajdują się dociskowe rolki przeładunkowe. Następny w kolejności jest zespół frezów wstępnych, które zbierają naddatek obrzeża, tak aby element miał zachowany wymiar brutto. Kolejno w maszynie zainstalowano agregat zbierający nadmiar okleiny. Nie zabrakło frezów profilowych oraz natrysku płynu adhezyjnego. Kolejno w okleiniarce znajduje się zespół obrabiający naroża w przypadku oklejania do krawędzi już oklejonej. Na końcu znajduje się cyklina plaska, która zdejmuje nadmiar kleju powstałego przy oklejaniu obrzeża. Potem odbywa się kolejny natrysk środka adhezyjnego, tuż przed dwoma polerkami - góra i dół. Fot. KD MEDIA


























Połączone ze sobą, odbywające się w cyklu dwuletnim targi Holz-Handwerk i Fensterbau Frontale powróciły teraz do terminu wiosennego. I była to bardzo dobra decyzja, choć na sukces tegorocznej edycji norymberskich targów wpłynęło więcej czynników niż tylko zmiana w kalendarzu.
Targi w Norymberdze są od wielu lat dla naszej redakcji przyczynkiem do odwiedzin jednych z najciekawszych, europejskich imprez wystawienniczych skierowanych do branży obróbki drewna i produkcji mebli. Organizatorzy wprawdzie nazywają Holz – Handwerk targami dla rzemiosła, ale w mojej opinii wybiegają one swoją zawartością znacznie dalej poza zakres potrzeb małych warsztatów stolarskich.
Dodatkową wartość dla wystawców i zwiedzających są równolegle odbywające się Fensterbau Frontale, gdzie w całej okazałości prezentują się producenci stolarki otworowej (drewno, aluminium, PCV). Co budujące – w tym roku w FBF wzięło udział wzięło 36 firm z Polski, a m.in. EkoOkna, Polkres Edwood, Sigroll i wiele innych.
Statystycznie rzecz ujmując…
Na kilka tygodni przed targami spotkałem się plotkami, że tegoroczny Holz – Handwerk to nie będzie to, co kiedyś. Że nie będzie takiej firmy i takiej też nie będzie. I powiem tak: jeżeli ktoś podjął decyzję o tym, aby „odpuścić” sobie targi w Norymberdze – niech żałuje. W ciągu czterech dni odwiedziło je łącznie około 75 000 osób z 112 krajów, które spotkały się na terenie Targów Norymberskich z 973 wystawcami z 44 krajów, aby omówić najnowsze trendy w swojej dziedzinie: w obróbce drewna, produkcji mebli, a także w produkcji stolarki otworowej. Targi w tym roku zostały uzupełnione przez wszechstronny program towarzyszący, który zawierał ciekawe konferencje oraz prezentacje poruszające aktualne zagadnienia branżowe.
„W ciągu czterech dni targi Holz-Handwerk oraz Fensterbau Frontale odwiedziło łącznie około 75 000 osób z 112 krajów, które spotkały się na terenie Targów Norymberskich z 973 wystawcami z 44 krajów.”
„W ciągu czterech dni targi Holz-Handwerk oraz Fensterbau Frontale odwiedziło łącznie około 75 000 osób z 112 krajów, które spotkały się na terenie Targów Norymberskich z 973 wystawcami z 44 krajów.”
Uczestnictwo w Holz-Handwerk i Fensterbau Frontale z mojej perspektywy pozwoliło zagłębić się w nowych produktach i technologiach produkcji, a także nawiązać cenne kontakty oraz zaktualizować wiedzę z zakresu aktualnych wyzwań branży na arenie międzynarodowej. Jakie wnioski udało się wyciągnąć?
Pomimo lub właśnie z powodu napiętej sytuacji w branży budowlanej, połączenie targów Holz- Handwerk i Fensterbau Frontale ponownie cieszyło się dużą popularnością w tym roku, przyciągając odwiedzających z sektorów stolarskiego, ciesielskiego, architektonicznego oraz okiennego i fasadowego z całego świata do Norymbergi.
Świetna atmosfera, żywe dyskusje w halach wystawowych i bardzo pozytywna opinia ze wszystkich stron, pozwalają nie tylko organizatorom, ale także uczestnikom spojrzeć na cztery udane dni targów z dużym zadowoleniem. Jak podkreślają organizatorzy – niezależne badanie ankietowe potwierdziło również jakość odwiedzających targi oraz wysoki odsetek obecności osób podejmujących decyzje. – Jesteśmy bardzo zadowoleni, że Holz-Handwerk cieszył się tak dużym zainteresowaniem, pomimo warunków gospodarczych panujących w branży budowlanej i że ponownie udało nam się zaprezentować wszystkie wymagania operacyjne branży stolarskiej oraz cały łańcuch obróbki drewna – mówi Stefan Dittrich, Dyrektor Wykonawczy Holz-Handwerk, NürnbergMesse. – Sukces wydarzenia jednoznacznie pokazuje: wyzwania, zwłaszcza te trudne, sprawiają, że Holz-Handwerk stają się jeszcze ważniejsze – dodaje Stefan Dittrich.
Bezcenne forum prezentacji
Najnowsze systemy profili, szkło w architekturze, technologia mocowania, systemy bezpieczeństwa, maszyny, systemy i wiele więcej czekało na odkrycie przez zwiedzających na stoiskach 644 wystawców na odbywających się równolegle targach Fensterbau Frontale. – Impreza po raz kolejny wyraźnie potwierdziła swoją pozycję jako wiodących na świecie targów branżowych dla okien, drzwi i fasad. W naszej opinii i nie tylko była ona głównym punktem spotkań dla odwiedzających z całego świata poszukujących najnowszych trendów i rozwiązań – mówi Elke Harreiß, Dyrektor Wykonawczy Fensterbau Frontale, NürnbergMesse. – Stoiska wystawców, niektóre z nich bardzo imponujące, prezentowały ekscytujące produkty, w tym wiele premier światowych zarówno od liderów rynku, jak i startupów – podsumowuje Elke Harreiß.
Specjalnymi atrakcjami w programie towarzyszącym były Forum Fensterbau Frontale, Forum Architektura-Okno-Fasada z towarzyszącymi wycieczkami oraz forum „Przewodnik po cyfryzacji”. Ciekawą przestrzeń prezentował pawilon „Młodzi Innowatorzy”, w której tworzenie zaproszono uczniów i studentów kierunków branżowych.
Obiektywna ocena
Mimo zewsząd napływających od dłuższego czasu sygnałów o spadkach w branży drzewnej i meblarskiej – próżno szukać marazmu nie tylko w Norymberdze, ale także na targach w Polsce, które mieliśmy okazję odwiedzić od początku br. Powstała teoria, że trudny czas weryfikuje dotychczasowe schematy działania i zmusza do poszukiwania nowych rozwiązań zmierzających do optymalizacji biznesu.

22-23 lutego w Suchym Lesie pod Poznaniem odbyły się Dni Otwarte Centrum Technologicznego SCM Group Polska. W trakcie tego wydarzenia, uczestnicy mieli okazję zapoznać się z najnowszymi osiągnięciami w dziedzinie obrabiarek drewna, technologii cięcia, okleinowania oraz maszyn stolarskich.
Wizyta w siedzibie SCM Group Polska w Suchym Lesie była dla jej klientów nie tylko przyczynkiem do obejrzenia ciekawego show roomu z maszynami w roli głównej. Przede wszystkim stanowiła okazję do bezpośrednich rozmów ze sprzedawcami oraz technikami firmy, którzy w szczegółach wyjaśniali niuanse związane z prezentowanymi technologiami. Z perspektywy naszej redakcji takie doświadczenie również jest niezwykle cenne, także pod kątem możliwości zebrania unikalnych informacji o rynku drzewnym i meblarskim.
Show Room w centrum uwagi
Wśród atrakcji czekających na gości znalazły się prezentacje najnowszych modeli maszyn, które usprawniają procesy produkcji w branży obróbki drewna. Jednym z głównych punktów programu był pokaz możliwości przemysłowej okleiniarki Stefani X, która umożliwia oklejanie wąskich płaszczyzn pod kątem 45 stopni. Ponadto, zaprezentowano model okleiniarki Olimpic 500, dedykowany dla średnich przedsiębiorstw, również posiadający tę innowacyjną funkcję.
Uczestnicy mieli okazję śledzić proces rozkroju surowca na pile panelowej Gabbiani S115, a następnie obserwować, jak elementy trafiają na różne modele okleiniarek, począwszy od mniejszych Olimpic 300, aż po przemysłową okleiniarkę Stefani.
Ponadto podczas Dni Otwartych SCM Polska zaprezentowała obróbkę płyt drewnopochodnych na zaawansowanych maszynach CNC, takich jak Morbidelli X200 i CX110. Nie zabrakło również tradycyjnych maszyn do obróbki drewna, takich jak centra obróbcze, frezarki, wyrówniarki, czy strugarki.
Oferta partnerów
Aby zapewnić pełen wgląd w proces produkcji mebli, SCM Polska zaprosiła do udziału firmy partnerskie, takie jak REHAU, LCM, Jowat i wiele innych. Ponadto, eksperci z PKO Leasing byli dostępni na miejscu, aby przedstawić atrakcyjne oferty finansowania inwestycji. Firma LignumSoft zaprezentowała swoje intuicyjne, modułowe oprogramowanie do zarządzania projektowaniem, produkcją oraz sprzedażą mebli.
Wśród innych partnerów wydarzenia warto wymienić ITA TOOLS, które zademonstrowało swoje innowacyjne narzędzia, oraz Imas, specjalizujące się w rozwiązaniach z zakresu instalacji odpylania.
Dni Otwarte SCM Polska to nie tylko prezentacje maszyn, ale także okazja do nawiązania bezpośrednich kontaktów handlowych oraz zdobycia wiedzy na temat najnowszych trendów w branży.
DNA SCM Group Polska
Podczas naszego pobytu w siedzibie firmy gościł nas Andrea Santi, członek zarządu i dyrektor SCM Group Polska, który działa w firmie SCM od 11 lat. Jak mówi, przez ten czas w polskim oddziale przedsiębiorstwa zaszły znaczące zmiany, chociażby pod względem rozbudowy sprzedaży, czy zaplecza serwisowego.
W ciągu ostatnich pięciu lat polski rynek stał się dla Grupy SCM jednym z czołowych odbiorców technologii obróbki drewna i produkcji mebli, zarówno w zakresie małych firm, jak i odbiorców przemysłowych, produkujących na dużą skalę. Jak wynika z doświadczenia firmy – struktura jej odbiorców w Polsce cały czas ewoluuje. – Przez ostatnie lata przybyło nam bardzo dużo klientów chociażby z branży producentów stolarki otworowej (okna i drzwi), a także producentów domów drewnianych. Jest tam bardzo duży potencjał, ponieważ do tej pory były to małe firmy, gdzie większość pracy wykonywana była ręcznie lub za pomocą maszyn używanych. Konkurencja na rynkach zagranicznych przyniosła trend zmierzający do automatyzacji za pomocą nowoczesnych maszyn – mówi Adrea Santi.
Nie da się ukryć, że branża meblarska w Polsce, po czasie dynamicznych wzrostów w latach 2021-2022 boryka się ze spadkami. Niemniej jednak, jak przyznaje Santi, wśród klientów SCM Group Polska są przedsiębiorstwa, które radzą sobie nawet lepiej niż we wspomnianym okresie hossy. Jest to uzależnione od rynku na jakim działają, gdzie eksportują.
Niezależnie od profilu firmy oraz jej kondycji – rynek wyczuwalnie wywiera presję na ceny oferowane przez producentów maszyn. Dlatego od ponad dwóch lat SCM Group proponuje te same cenniki dla rynku polskiego, mimo inflacji oraz innych czynników uzasadniających ewentualne podwyżki.
Dzięki takiej elastyczności firma bierze udział w wielu ciekawych projektach. – Mogę wspomnieć, że obecnie realizujemy duży projekt dla dużego producenta drzwi. Wg założeń powinien on się zakończyć uruchomieniem całego parku maszynowego do końca br. – mówi Santi. Firma jest w stanie realizować różnej wielkości projekty, również te bardzo zaawansowane, dzięki wsparciu zaawansowanego działu konstrukcyjnego we Włoszech. – Mamy wysokiej jakości techników i jesteśmy w stanie szybko reagować na całym świecie. – dodaje.
Dni Otwarte w siedzibie SCM Group Polska były momentem na odświeżenie wiedzy oraz kontaktów i po tej wizycie pozostało pozytywne wrażenie. Należy jednak wspomnieć, że show room w Suchym Lesie jest otwarty dla klientów przez cały rok.

www.scmwood.com
+48 61 651 47 95

VIDOK- w mojej opinii jeden z wiodących producentów w branży produkcji okien premium, osiąga bardzo dobre wyniki jakości i wydajności po zakupie oraz uruchomieniu nowoczesnej maszyny do obróbki drewna Conturex Artis Plus. Maszyna, od firmy Weinig wyposażona w zaawansowane technologie zdobyła uznanie w przedsiębiorstwie.
Firma VIDOK powstała ponad 30 lat temu zaczynając od produkcji okien PCV i aluminiowych. Produkcja okien drewnianych ruszyła w roku 1999 kiedy to zakupiono komplet maszyn do ich produkcji od firmy Weinig. Od tamtej pory ma w swojej ofercie wszystkie trzy typy produktów. Na tamte czasy była to najnowocześniejsza, dostępna technologia dedykowana do wielko seryjnej produkcji okien.
Rynek podyktował zmiany
– Lata płynęły, rynek zaczął oczekiwać także krótkich serii produktów i aby usprawnić produkcję okien drewnianych pod tym względem, korzystając z funduszy unijnych zbudowaliśmy halę, jednocześnie reorganizując produkcję. Przyszedł też czas na zakup maszyn CNC, bowiem musieliśmy iść „z duchem czasu” odnośnie wymagań technologicznych i jakościowych – mówi Marek Szewczyk, Wiceprezes Zarządu, manager ds. technicznych spółki VIDOK. – Chcieliśmy też zwiększyć możliwości produkcyjne ze względu na to, że wchodzimy na coraz większą liczbę zagranicznych rynków (m.in. Europa, USA, Kanada, Arabia Saudyjska), które mają różne wymagania, chociażby co do wykończenia okien drewnianych – dodaje Marek Szewczyk.
W związku z powyższym firma podjęła decyzję o zakupie centrum obróbczego Conturex Artis Plus marki Weinig. Jak dowiedziałem się podczas wizyty w zakładzie produkcyjnym w Rudnej Małej (woj. podkarpackie) decyzja o podjęciu kolejnej współpracy z firmą Weinig była rzeczywiście dobra, ponieważ w ciągu czterech miesięcy od deklaracji „na tak” firma otrzymała kompletną maszynę z narzędziami i oprogramowaniem. Dzięki szybkiej dostawie i wsparciu ze strony Weinig produkcja ruszyła od ręki. Obecnie przedsiębiorstwo korzysta z Conturexa przede wszystkim przy produkcji krótkich serii okien o profilu 78mm z drewna sosnowego, dębowego oraz meranti, przeznaczonych do projektów inwestycyjnych, gdzie oczekuje się wysokiej jakości. Trzeba zaznaczyć, że dzięki tej inwestycji Vidok wyróżnia się indywidualnym podejściem do wymagań odbiorców, którzy często oczekują realizacji specjalnych zamówień typu łuki, czy trapezy. Nie bez znaczenia są też oszczędności wynikające z kosztów pracy, energii oraz miejsca na hali produkcyjnej.
Conturex pod lupą
Muszę przyznać, że centrum obróbcze Conturex jest mi znane sprzed kilkunastu lat, kiedy to miałem okazję brać udział w jego premierze w siedzibie firmy Weinig w Tauberbischofsheim (Niemcy). W tamtym czasie była to nowość na skalę światową. Jak widać – główne założenia tej technologii okazały się spójne z trendami rynkowymi, również na naszym, polskim gruncie. Obecnie Conturex Artis Plus cieszy się tak dużym zainteresowaniem, że jest produkowany na bieżąco, aby był dostępny „od ręki” dla potencjalnych klientów.
Conturex w wersji Artis Plus wyróżnia się jednym wrzecionem głównym o imponującej mocy 30 kW, z talerzowym magazynem narzędzi oferującym 50 miejsc, oraz wrzecionem uniwersalnym o mocy 12,5 kW z magazynem narzędzi na 17 miejsc. Warto zaznaczyć, że oba wrzeciona pracują na przemian, co pozwala na ciągłą obróbkę drewna. Maszyna jest zdolna do obróbki elementów o długości do 4500 mm.
Jedną z kluczowych zalet Conturex jest podawanie wystruganych elementów kompletami na podajnik, umożliwiając płynną pracę na produkcji. Dzięki temu, na wyjściu można odebrać komplety ram i skrzydeł do składania na prasie. To rozwiązanie eliminuje czasochłonne czynności takie jak czekanie, sortowanie czy szukanie elementów do kompletu, co zostało docenione w firmie Vidok.
Operator maszyny ma również możliwość łatwego dodawania kolejnych elementów na podajniku w każdej chwili, co dodatkowo zwiększa efektywność produkcji.
Kontynuacyjna obróbka odbywa się na dwóch stołach obróbczych, gdzie wrzeciono główne i uniwersalne wykonują różnorodne operacje, zapewniając kompletną obróbkę w jednym mocowaniu.
Co ważne, firma Weinig oferuje kompleksowy pakiet usług w cenie maszyny, co obejmuje szkolenie operatorów w fabryce, szkolenie podczas uruchomienia oraz asystę przy produkcji. Ten obszerny pakiet usług sprawia, że operatorzy są w stanie w krótkim czasie nabyć umiejętności potrzebne do efektywnej pracy z maszyną.
– Spółka Vidok, wcześniej wybierając konkurencyjne rozwiązanie, teraz zdecydował się na Conturex Artis Plus ze względu na atrakcyjną cenę oraz krótki termin realizacji. To pokazuje, że Weinig przekonuje nie tylko innowacyjnymi rozwiązaniami technologicznymi idące w parze z kompleksową obsługą projektu, ale potrafi też zaskoczyć wydajnością w dobrej cenie – mówi Daniel Ampenberger reprezentujący firmę Weinig.
„Spółka VIDOK, wcześniej wybierając konkurencyjne rozwiązanie, teraz zdecydowała się na Conturex Artis Plus ze względu na atrakcyjną cenę oraz krótki termin realizacji.”
Zarówno personel biurowy, jak i pracownicy produkcji w firmie Vidok udowodnili, że są zgranym zespołem, co przełożyło się na płynne uruchomienie maszyny i bezproblemową produkcję. Wszyscy są zadowoleni zarówno z obsługi maszyny, jak i z jej osiągnięć produkcyjnych.
Dzięki nowoczesnym rozwiązaniom technologicznym, Conturex Artis Plus wpisuje się w oczekiwania rynku, dostarczając efektywnego narzędzia do precyzyjnej obróbki drewna, zaspokajając jednocześnie potrzeby nawet najbardziej wymagających klientów. Warty podkreślenia jest fakt, iż to wyjątkowe centrum obróbcze w 100 procentach spełnia kryteria firmy VIDOK, która realizuje zamówienia dla wymagającego rynku inwestycyjnego. Z jednej strony oczekuje on elastyczności co do różnorodnych wymiarów okien, a z drugiej – potencjału produkcyjnego, który wynika z dużego wolumenu zamówień.
Zobacz więcej:

Firma Mardom Pro z Lipnik Starych, specjalizująca się w produkcji wysokiej jakości łóżek i mebli dziecięcych z drewna sosnowego, wprowadza rewolucyjne innowacje w procesie produkcji dzięki najnowocześniejszemu skanerowi drewna – Weinig CombiScan Sense C. Podczas wizyty w zakładzie produkcyjnym przekonałem się na własne oczy, jak nowa technologia skanowania wprowadza nowy standard dokładności, eliminując wady i poprawiając efektywność procesu produkcyjnego.
Na początek kilka słów na temat Grupy Mardom.
Jest to ceniona firma rodzinna z trzydziestoletnią historią na rynku, która kształtuje swoją drogę od września 1985 roku, kiedy to zakupiła technologię produkcji karniszy metalowych.
Początkowo oferta firmy zgodna była z ówczesnymi trendami wzorniczymi, skupiając się na karniszach metalowych. Jednak szybko podjęto strategiczną decyzję o reorganizacji produkcji na rzecz karniszy drewnianych.
Proste w produkcji, o klasycznym designie, doskonale komponowały się z różnymi wnętrzami. Ich drewniana konstrukcja umożliwiała także lakierowanie na różne odcienie.
Efektem tych zmian był stworzony model Roma, który do dziś stanowi nieodłączny element oferty producenta.
W pierwszych latach istnienia firma działała jako niewielki zakład, zatrudniając zaledwie pięć osób i pozostając rozpoznawalną jedynie w najbliższym otoczeniu.
Niemniej jednak, trzydzieści lat obecności na rynku przyniosło dynamiczny rozwój i wdrożenie nowoczesnych technologii.
Pomimo postępu, firma pozostaje wierna fundamentalnym zasadom rzemiosła oraz pasji do tworzenia niepowtarzalnych produktów. To zamiłowanie przekazywane jest z pokolenia na pokolenie, stanowiąc fundament nieprzerwanego sukcesu.
Dzisiaj Grupa Mardom to nie tylko ciekawa historia rodzinnego biznesu, lecz także rozwijające się przedsiębiorstwo, które nieustannie podąża za nowoczesnością, starając się zaspokoić zmieniające się potrzeby klientów.
W obecnym kształcie Grupa Mardom to zespół dynamicznie rozwijających się spółek, które razem tworzą silną, zintegrowaną strukturę biznesową.
W jej skład wchodzi Mardom Pro, obejmująca tartak, nowoczesną fabrykę mebli sosnowych oraz fabrykę pelletu. Mardom Home z kolei specjalizuje się w sprzedaży artykułów do wystroju okna i wnętrz, zdobywając uznanie w największych sieciach DIY. Innowacyjność i dążenie do ciągłego rozwoju podkreśla działalność firmy AGGE.tech, która koncentruje się na robotyzacji i automatyzacji procesów produkcyjnych, służąc zarówno potrzebom wewnętrznym grupy, jak i klientom zewnętrznym.
Dodatkowo, JBW, elektrownia słoneczna o mocy 3,2 MW, dostarcza zieloną energię dla spółek w grupie, podkreślając zaangażowanie Grupy Mardom w zrównoważony rozwój i ekologiczne rozwiązania.
Ta różnorodność działalności nie tylko świadczy o elastyczności i innowacyjności Grupy, ale także stanowi o jej kompleksowym podejściu do biznesu, gdzie tradycja łączy się z nowoczesnością, a dbałość o środowisko naturalne idzie w parze z dynamicznym rozwojem.
Zobligowani do wysokiej jakości
W głównej mierze Mardom Pro produkuje łóżka i meble dziecięce z drewna sosnowego dla dużego odbiorcy, jakim jest IKEA. Przez to firma jest zobligowana do zachowania wysokiej jakości, co wynika ze specyfiki swoich produktów. Stąd, że wymagania są tak duże, firma musiała zaopatrzyć się w sprzęt, który pozwala na eliminację błędów i wad na samym początku cyklu produkcyjnego, aby nie ponosić dodatkowych kosztów na dalszych etapach produkcji.
Mardom Pro posiada własny tartak oraz suszarnie. Świadczy to o tym, że jest to przykład przedsiębiorstwa, które rozwinęło swoją działalność daleko poza podstawową działalność tartaczną, polegającą na podstawowej obróbce drewna okrągłego. Drewno pochodzące z tartaku jest suszone do wilgotności w przedziale 8-10 proc. Następnie jest sezonowane i trafia na linie służące do optymalizacji wad oraz klejenia. W ten sposób powstają fryzy dedykowane pod dane przekroje, dedykowane do produkcji różnych wyrobów.
Potrzeba „matką” rozwoju
Pierwszy skaner wad firma Mardom zakupiła w 2016 roku, co pozwoliło wyeliminować organoleptyczne identyfikowanie wad. Jednakowoż w 2023 roku przedsiębiorstwo zdecydowało zainwestować w nową jednostkę skanującą Weinig Combiscan Sense C, która wykorzystuje podczas pracy sztuczną inteligencję.
Pozwala ona na znacznie dokładniejsze wykrywanie wad, minimalizuje liczbę wad, które są przepuszczane. Tego rodzaju jakość wykrywania jest nie do osiągnięcia za pomocą oka ludzkiego, które nie jest stanie wyłapać np. mikro pęknięć uwidaczniających się w dalszych etapach obróbki, a będących prawdziwą zmorą.
Do tego dochodzi powtarzalność będąca domeną skanera.
Nowy skaner pracuje również ze zwiększoną prędkością przy lepszej rozdzielczości (około 25% na plus). Przy prędkości 250 mb/min odczytuje wady 1:1. Ma to o tyle znaczenie, że w firmie Mardom Pro rozbudowano linię do optymalizacji. Początkowo za skanerem pracowały dwie optymalizerki Weinig Opticut, a obecnie pracują tam cztery tego typu obrabiarki.
W związku ze zwiększeniem mocy produkcyjnych zaistniała konieczność przyśpieszenia czynności skanowania. Dzięki wymianie skanera na nowy – rozdzielczość jest znacznie lepsza, co ma wpływ na wykrywanie pęknięć, także skośnych i pęcherzy żywicznych. Co ważne, dzięki zastosowaniu skanera firma zaoszczędziła na kosztach pracy, związanych do tej pory z obsługą czynności sortowania.
Indywidualne ustawienia
Kalibracja skanera Weinig Combiscan Sense C pod potrzeby Mardom Pro była ciekawym zagadnieniem. Setup odbył się u producenta skanera (firma Luxscan z Luksemburga, członek Grupy Weinig, przyp. Red.), który wprowadził duże ilości parametrów. Trzeba wspomnieć, że cały proces kalibracji skanera odbywa się przed jego instalacją u klienta.
– Zorientowaliśmy się, jakie mamy problemy na produkcji: pęknięcia materiału i kieszenie żywiczne, które mocno się odkrywały. Poprzedni skaner nie miał pełnej detekcji tych wad. Firma Weinig zaproponowała skaner Luxscan, który oferuje indywidualne podejście do tego rodzaju problemów – mówi Hubert Ostaszewski, Główny Technolog w Mardom Pro.
Na czym polega indywidualne podejście?
Otóż skaner można zaprogramować, nauczyć precyzyjnego rozpoznawania tego rodzaju wad. – Ustaliliśmy, że wyślemy materiał na którym pracujemy do Luksemburga, do siedziby firmy Luxscan.
Materiał został najpierw przepuszczony przez stary skaner. Określiliśmy, jakie wady nowe urządzenie ma wykrywać.
Porównaliśmy wyniki w ujęciu procentowym: o ile więcej wad zostało wykrytych przez nowy skaner. Wyniki te okazały się zadziwiająco dobre. Kolejnym krokiem była wizyta przedstawicieli z Mardom do Luksemburga i tam, na miejscu, systematyczna praca polegająca na uczeniu skanera detekcji, pod kątem indywidualnych potrzeb firmy – opowiada Ostaszewski.
Po instalacji skanera na miejscu okazało się, że kieszenie żywiczne nie obciążają dalszych procesów w takim stopniu, jak wcześniej: materiał jest czysty, ładny, gotowy do dalszej obróbki.
„Nauka” skanera na miejscu polegała na tym, że miał on wprowadzoną liczę danych wad i na podstawie prawdopodobieństwa skaner „uczył” się, że to jest właśnie ta wada.
W ten sposób istnieje możliwość ustawienia czułości skanowania.
Jak dowiedziałem się podczas rozmowy w Mardom Pro – obecnie skanery ze sztuczną inteligencją są bardziej odporne na zmianę dostawcy surowca, zabrudzenia na drewnie. Co więcej, oczywiście lepiej skanować drewno przestrugane, ale z surowym materiałem również dają sobie radę.
Koszyk korzyści
Poprzez zastosowanie skanera osiągnięto przede wszystkim stabilność procesu w komórce optymalizacji i wycinaniu wad. Stąd nakłady ludzkie są tutaj dużo mniejsze, ze względu na chociażby brak konieczności weryfikacji jakości zoptymalizowanego materiału przed etapem jego klejenia na mikrowczepy.
Trzeba zwrócić uwagę na to, że koszt usunięcia wady z elementu surowego na etapie skanowania jest znacznie niższy od tego z którym mielibyśmy do czynienia już sklejonego materiału.
Zastosowanie skanera przełożyło się na jakość wyrobów końcowych, co zostało zauważone przez odbiorców. Przejawia się to mniejszą ilością widocznych mankamentów. Obecnie firma wytwarza około 10ciu różnych produktów, w „gigantycznej” ilości. Głównym ich odbiorcą jest IKEA.
– Combiscan Sense, który pracuje w firmie Mardom jest najwyższym modelem z oferowanych przez Weinig skanerów i ma największą liczbę opcji dodatkowych, które można sobie skonfigurować. Poza tym może współpracować maksymalnie z czteroma optymalizerkami – mówi Mateusz Dusiński, Manager Sprzedaży w firmie KADIMEX, która jest dystrybutorem maszyn marki WEINIG.
CombiScan Sense C z bliska
Skaner jest przewidziany do pracy w połączeniu z systemem cięcia poprzecznego. Jak mówi jego dostawca, CombiScan Sense C to najnowocześniejszy system skanujący, który gwarantuje niezmiennie wysoką dokładność i wydajność.
Dzięki innowacyjnej konstrukcji „Cross Concept Construction” skaner oferuje najlepszą rozdzielczość obrazu, dokładność wykrywania i wydajność. Nowoczesna technologia skanowania gwarantuje określoną wydajność zgodnie z wymaganiami klienta. Szczególnie wyjątkowe jest oświetlenie LED i pozycjonowanie czujników w oparciu o technologię CCC. Gwarantuje to najlepszy wynik optymalizacji.
Skanery Luxscan wykorzystują technologię różnych czujników, takich jak kamery laserowe, kamery kolorowe i rentgenowskie. Nadaje się do wielu zastosowań. Dla każdego zastosowania Luxscan pomaga dobrać odpowiednie czujniki i ich najlepszą kombinację w zależności od gatunku drewna, jakości powierzchni i wymaganej wydajności. Celem jest uzyskanie jak najlepszych informacji z obrazów dla każdego zastosowania.
Sztuczna inteligencja na służbie
Przetwarzanie obrazów w skanerze jest wykonywane w zaawansowanym oprogramowaniu OptiCore AI. To najnowsza odsłona dobrze znanego softu Luxscan. OptiCore AI nie korzysta z konwencjonalnych algorytmów przetwarzania obrazu, które wymagają dostosowania wielu różnych parametrów, lecz wykorzystuje głębokie sieci neuronowe.
Ta nowa dziedzina sztucznej inteligencji znacznie upraszcza wykrywanie i klasyfikowanie defektów. W oparciu o bazę danych obrazów, sieć neuronowa jest szkolona i w ten sposób podczas procesu uczenia się samodzielnie opracowuje kryteria wykrywania wad. Sprawia to, że detekcja jest bardziej stabilna nawet przy zmieniających się kolorach i powierzchniach drewna. Poprawiona została również dokładność wykrywania wad i oddzielania poszczególnych wad.
OptiCore AI jest obecnie stosowany we wszystkich nowych skanerach produkcji WEINIGA. Można nim obrabiać zarówno drewno iglaste jak i wybrane gatunki drewna liściastego, szczególnie dąb i buk.
Maszyna nadaje się do obróbki drewna suchego jak i mokrego.
Program jest w stanie zidentyfikować różne wady, jak również różnice w kolorze drewna. Dane jakościowe z wielu czujników pozwalają na optymalne przetwarzanie danych i identyfikację wad.
Optymalizacja w oprogramowaniu OptiCore zapewnia najlepsze rozwiązanie dla rozkroju poprzecznego drewna. Uwzględnia ono różne wymagania klientów i wymagania jakościowe. Na podstawie dokładnych danych o desce określonych podczas przetwarzania obrazu, cięcie drewna jest optymalizowane zgodnie z wymaganiami klienta. Istnieją nieograniczone możliwości w definiowaniu produktów i jakości. Dzięki podziałowi produktów na różne strefy można również łatwo poradzić sobie ze skomplikowanymi cechami jakościowymi.
Dzięki temu można produkować wiele produktów końcowych.
Opticore wykonuje rozpoznanie wad na podstawie informacji pochodzących od sensorów oraz optymalizuje deskę zgodnie z kryteriami klienta. Sterowanie odbywa się z wykorzystaniem Multi PC z rozbudowaną architekturą, w systemie Windows, w celu szybkiego opracowania danych.
Kryteria optymalizacji
Optymalizacja uwzględnia wszystkie strony deski, jak również rotację elementu przed jego przerzynaniem. Na przykład, określone wady mogą być dopuszczalne w tylnych niewidocznych częściach ram okiennych podczas produkcji kantówki.
Informacje dotyczące wymogów jakościowych, długości i ilości optymalizowanego produktu zostają wprowadzone do systemu. Komputer dokonuje wyliczenia optymalnego rozkroju z uwzględnieniem tych informacji.
Optymalizacja opiera się na wymogach klienta. Wydajność materiału: maksymalna wydajność materiału jest zoptymalizowana, zależna od wartości wyrobu. Wartość produktu: produkt o najwyższej wartości jest nadrzędny w stosunku innego.
Optymalizacja opiera się zmiennych danych, niezależnie od wydajności drewna oraz docelowej ilości. Ilość docelowa: optymalizacja osiąga wymaganą wielkość poszczególnych produktów w jednym czasie, niezależnie od wydajności drewna oraz wartości.
Interface graficzny pozwala na wizualizację wad w czasie rzeczywistym każdej pojedynczej deski. Dodatkowo operator ma dostęp do różnych poziomów sterowania oraz parametrów urządzenia.
Co więcej, software oferuje następując możliwości: statystykę produkcyjną, otwartość do podłączenia z typowymi bazami danych (SQL Server, Access, Oracle, inne) poprzez łącze Ethernet TCP/IP, a także możliwość wprowadzania do pamięci danych o materiale na dysk twardy w czasie rzeczywistym.
Skaner jest przystosowany do obsługi 4 optymalizerek, zachowując taką rozdzielczość jak wcześniej użytkowany przez Mardom skaner utrzymywał przy 2 pilarkach. Przez jakiś czas Mardom Pro użytkował wcześniejszy skaner z 4 OptiCutami. Niemniej jednak, wobec coraz mniejszej dostępności dobrej jakości materiału coraz trudniej sobie pozwolić na zmniejszenie dokładności skanowania.
Dzięki lepszej rozdzielczości firma uzyskuje lepszą dokładność skanowania co pozwala na duże oszczędności w późniejszych etapach procesu obróbczego (mniej przepuszczonych wad = mniej wycinania wad z obrobionych elementów (np. po łączeniu na długość) = mniej ludzi potrzebnych do kontroli i korekty produktów).
Inne opcje dostępne w Combiscanach to choćby możliwość skanowania zmiennych szerokości – przydatne jeśli mamy deski bezpośrednio po wielopile z ruchomymi piłami. Standardem jest automatyczne pozycjonowanie kamer przy skanowaniu desek o stałych wymiarach (które jednak zawsze mogą delikatnie odbiec od normy) przesuwa kamery w idealne pozycje. Jest to gwarancją najlepszej możliwej jakości i rozdzielczości obrazu. Ciekawą opcją są zdjęcia rentgenowskie pozwalające np. na wykrywanie sęków wewnątrz materiału itd.
Rozwiązania dedykowane dla Mardom Pro
W skanerze, który pracuje w Mardom Pro zastosowano moduł ACM do wykrywania pęknięć skośnych. Wykrywanie ukośnych, niepionowych pęknięć jest zwykle ograniczone ze względu na ułożenie laserów. Dzięki zastosowaniu 4ech specjalnie rozmieszczonych laserów, moduł ACM do wykrywania pęknięć skośnych jest w stanie dostarczyć dodatkowych informacji. Dodatkowy kontrast jest generowany na górnej i dolej stronie płaskich pęknięć, co umożliwia rozpoznanie pęknięć trudnych do zidentyfikowania.
Co więcej, w ten sposób poprawia się ogólne wykrywanie pęknięć i minimalizuje się ryzyko „przesadnego” rozpoznywania wad tam, gdzie ich nie ma.
Serwis posprzedażowy
Jeżeli pojawiają się jakieś problemy, których rozwiązanie wymaga pomocy z zewnątrz – jest to rozwiązywane poprzez zgłoszenie do Kadimex, które również otrzymuje producent skanera. Reakcja jest bardzo szybka: technicy z firmy Luxscan łączą się ze skanerem on-line i diagnozują problem.
Firma Mardom, produkująca obecnie około dziesięciu różnych produktów, zauważyła znaczącą poprawę jakości wyrobów końcowych. Współpraca z firmą Weinig i wprowadzenie nowoczesnych rozwiązań opartych na sztucznej inteligencji umożliwiły przedsiębiorstwu utrzymanie pozycji lidera na rynku, z głównym odbiorcą w postaci firmy IKEA.
Inwestycja w Mardom Pro w sztuczną inteligencję i nowoczesne rozwiązania skanowania potwierdza, że przyszłość produkcji mebli drewnianych leży w połączeniu tradycji z najnowszymi osiągnięciami technologicznymi.:




Komentarze