Galeria
Proces produkcji podłóg dwuwarstwowych Jawor-Parkiet
Z wizytą w zakładzie Jawor-Parkiet

Zdolność produkcyjna Jawor-Parkiet w ciągu doby to aż ok. 5000m2 podłóg. Dla porównania można sobie wyobrazić boisko piłkarskie, którego powierzchnia wnosi 7140m2. Podczas gdy polska norma wymaga dokładności cięcia podłóg warstwowych na długości, szerokości i grubości rzędu 0,2 mm, to na linii technologicznej do profilowania podłóg warstwowych w firmie osiągana jest dokładność 0,02 mm. To wyjątkowo precyzyjne profilowanie elementów podłogowych oraz nadanie im profili pióro-wpust nie tylko na dłuższej, ale też krótszej krawędzi, umożliwia idealne przyleganie łączonych desek podczas montażu. Dodatkowo produkcji towarzyszy aż osiem etapów kontroli jakości.
Opr. (ab)
Fabryka o powierzchni 5 ha
Jawor-Parkiet to firma z blisko 30-letnim doświadczeniem na rynku w stu procentach z polskim kapitałem. Podłogi powstają w nowoczesnych halach produkcyjnych w Nowym Mieście Lubawskim. Teren fabryki usytuowany jest na 5 ha. Na początku działalności zatrudnienie było na poziomie 7 etatów, obecnie jest to miejsce pracy ponad 250 osób, będąc jednym z większych pracodawców w województwie warmińsko-mazurskim.
Produkcja z 30-letnią historią
Zakład jest jednym z największych polskich producentów dwuwarstwowych podłóg drewnianych. Jego początki sięgają lat 90., kiedy to głównym produktem była mozaika podłogowa. Trafiała ona do domów Polaków, ale przede wszystkim na eksport. Wraz ze zmianą trendów do mozaiki dołączyły parkiety lite, a po 2000 roku z linii produkcyjnej zaczęły zjeżdżać pierwsze podłogi warstwowe. Te ostatnie stanowią dziś blisko sto procent produkcji.
Dzisiejsza nazwa Jawor-Parkiet powstała na drodze ewolucji firmy. W latach 90., równocześnie do produkcji mozaiki, prowadzony był tartak, w którym przetwarzano głównie drewno jaworowe. Z czasem dębowe stawało się coraz bardziej popularne i rósł jego udział w produkcji. Wraz z rozwojem rynku i rosnącym zapotrzebowaniem na parkiet mozaikowy, tartak został zamknięty, a hale po nim zaadoptowano na produkcję podłóg. Wciąż jednak oficjalną nazwą firmy jest Przedsiębiorstwo Drzewne Jawor, a Jawor-Parkiet stanowi nazwę handlową.
Obecnie zakładem zarządza drugie pokolenie. Prezesem firmy jest założyciel i właściciel Antoni Jan Gawiński, a dyrektorem generalnym syn – Janusz Gawiński.
Przedsiębiorstwo od 1991 roku bezustannie stawia na rozwój – produktów, technologii i zespołu.
– Dzięki temu na przestrzeni lat przeszliśmy drogę od wytwórcy mozaiki parkietowej z Warmii i Mazur, po jednego z wiodących producentów podłóg dwuwarstwowych w Polsce – informuje Janusz Gawiński.
Przełomowe momenty
W takcie tak długiej i bogatej historii miało miejsce wiele istotnych wydarzeń. Kilka z nich zasługuje na szczególną uwagę:
– w 1991 roku powstało Przedsiębiorstwo Drzewne Jawor,
– w 1996 roku uruchomiono drugą linię do produkcji mozaiki,
– w 2009 roku rozpoczęto sprzedaż podłóg warstwowych na rynku krajowym,
– w 2015 roku uruchomiono jedną z najnowocześniejszych w Europie linii do profilowania podłóg warstwowych firmy Schroeder,
– w 2016 roku nastąpił zakup jednostki szlifującej Costa oraz poszerzenie linii lakierniczej o moduł nakładarki z rewersem,
– w 2017 roku uruchomiono nowoczesną sekcję klejenia z automatyczną kontrolą temperatury i wilgotności,
– w 2018 roku miała miejsce dynamiczna ekspansja za granicą; firma znalazła nowe rynki eksportowe, w tym m.in. Chiny oraz kraje Bliskiego Wschodu.















Podłogi z przeznaczeniem na ogrzewanie podłogowe
– Jesteśmy producentem gotowych dwuwarstwowych podłóg drewnianych -desek i parkietów z przeznaczeniem na ogrzewanie podłogowe – informuje dyrektor generalny. – Oferta Jawor-Parkiet jest mocno zdywersyfikowana pod względem rozmiarów, formatów czy wariantów produktów.
W ofercie producenta dostępnych jest blisko 700 możliwości produktów – desek i parkietów o długości od 490 do 2500 mm, szerokości od 65 do 290 mm. Podłogi występują w trzech wariantach grubości: 15 mm (grub. warstwy użytkowej ok. 3,6 mm), 11 mm (ok. 3,6 mm warstwy użytkowej) lub 14 mm (6 mm warstwy użytkowej). Produkty uporządkowane są w ośmiu kolekcjach o zróżnicowanych opcjach wykończenia.
Głównie drewno dębowe
Produkowane podłogi w osiemdziesięciu procentach powstają z drewna dębowego, a pozostałe dwadzieścia to jesion oraz gatunki egzotyczne – merbau i orzech amerykański.
– Drewno dębowe jest dla nas definicją elegancji, szlachetności i trwałości. Dębina jest drewnem wytrzymałym, twardym oraz odpornym na uszkodzenia mechaniczne, odkształcenia i zarysowania. Ma imponujący, naturalny kolor i piękne usłojenie. Dębowa posadzka drewniana pasuje do każdego wnętrza i jest preferowana przez konsumentów – wyjaśnia Janusz Gawiński.
Istotne znaczenie ma także pochodzenie surowca.
– Do produkcji podłóg wykorzystujemy wyłącznie najlepszej jakości drewno – dziewięćdziesiąt procent naszego surowca pochodzi z polskich lasów, w których gospodarka prowadzona jest z zachowaniem trwałości ekosystemu, zrównoważonego rozwoju i ochrony. Pozostałe dziesięć procent wykorzystywanego do produkcji surowca stanowią gatunki egzotyczne. Przy zakupie szczegółowo sprawdzamy źródła ich pochodzenia, wypełniając tym samym wymagania regulacji unijnych (EUTR) – dodaje.
Podłogi z certyfikatem
– Potwierdzeniem standardów naszej produkcji zgodnie z najwyższymi światowymi normami odpowiedzialnej gospodarki leśnej jest certyfikat FSC (Forest Stewardship Council). Logo można znaleźć na surowcach i produktach firm, które wdrożyły w swoich zakładach standardy Kontroli Pochodzenia Produktu FSC oraz pozytywnie przeszły audyt akredytowanej jednostki certyfikującej – tłumaczy dyrektor generalny. – Nasze produkty posiadają certyfikaty zgodności, atesty higieniczne, w zakresie reakcji na ogień oraz potwierdzenie zgodności z wymaganymi normami. Wszystkie podłogi dwuwarstwowe przeszły także pozytywnie certyfikację TUV Proficert.
Przygotowanie materiału
Produkcja rozpoczyna się od wstępnej oceny jakości i wnikliwej selekcji surowca mokrego w postaci fryzów parkietowych. Sezonowanie, które trwa zwykle od sześciu miesięcy, odbywa się na placu surowcowym. Kolejno ma miejsce suszenie surowca w automatycznie sterowanych komorach suszarniczych (do momentu, gdy osiągnie wilgotność 7 – 8 proc.). Jednorazowo, w zależności od wielkości komory suszarniczej, zakład suszy ok. 50 lub 100 m3.
– Obecnie posiadamy 12 komór suszarniczych z jednorazowym wsadzie 1200m3. Mniejsze służą mniej popularnym gatunkom drewna. Możemy jednorazowo suszyć taką ilość surowca, która jest potrzebna do produkcji – oznajmia Janusz Gawiński.
Obróbka mechaniczna
Ten etap produkcji rozpoczyna się od sortowania lameli dębowych pochodzących z fryzów mozaikowych oraz przygotowania warstwy spodniej podłogi. Następnie mają miejsce: struganie fryz parkietowych w celu wyrównania powierzchni oraz rozcinanie fryz na lamele (górne warstwy parkietu dwuwarstwowego). Prędkość skrawania na tym etapie to aż 1200 obr./min, a prędkość podawania to 20 m.b./min.
– Na tym etapie z odpowiednio przygotowanych fryz powstają lamele, które finalnie będą stanowić warstwę użytkową (wierzchnią) produktu. Podejmując decyzję o wyborze podłogi, warto zwracać uwagę na grubość lameli, która różni się w zależności od producenta. Grubsza lamela umożliwia nawet kilkukrotną renowację podłogi w całym okresie jej użytkowania – zapewnia dyrektor generalny.
Następnie odbywają się: weryfikacja jakości oraz sortowanie fryzy wg klas jakości, rozcinanie fryzy na lamele na wielopile poziomej (prędkość podawania: 38 m.b./min, rozcinania: 1200 obr./min) oraz rozcinanie fryzy i tarcicy na lamele na trakach pionowych.
Klejenie i szlifowanie
Kolejne etapy to: klejenie warstwy użytkowej (lameli) z nośną (podkładem mozaikowym) oraz prasowanie sklejonego materiału przy sile nacisku 8000 kg/m2. Zdolność produkcyjna zakładu w ciągu doby to aż ok. 5000 m2, dla porównania można sobie wyobrazić boisko piłkarskie, które ma powierzchnię 7140 m2. Po prasowaniu odbywają się szlifowanie wstępne oraz ręczne szpachlowanie, a następnie szlifowanie ostateczne i szczotkowanie powierzchni drewna w celu wyeksponowania naturalnej struktury drewna oraz kontrola jakości.
Dokładne profilowanie
Po szlifowaniu oraz szczotkowaniu odbywają się profilowanie wzdłużne podłogi oraz na czopiarce do wzoru jodły francuskiej, w celu nadania podłodze ostatecznego wymiaru. Mają tu także miejsce kolejna kontrola jakości oraz klasyfikacja drewna ze względu na klasę jakości.
– Polska norma wymaga dokładności cięcia podłóg warstwowych na długości, szerokości i grubości rzędu 0,2 mm – mówi dyrektor zakładu. – Na linii technologicznej do profilowania podłóg warstwowych Jawor-Parkiet osiągana jest dokładność 0,02 mm. To wyjątkowo precyzyjne profilowanie elementów podłogowych oraz nadanie im profili pióro-wpust nie tylko na dłuższej, ale też krótszej krawędzi, umożliwia idealne przyleganie łączonych desek podczas montażu. Prędkość podawania elementów do obróbki w tym procesie może osiągać nawet 110 m.b./min.
Lakierowanie i wykańczanie
Zakład stosuje dwa rodzaje wykańczania powierzchni: lakierem oraz olejowoskiem. Wykończenie podłogi lakierem podkreśla piękno drewna, nadaje połysk i chroni powierzchnię. Taka podłoga nie wymaga konserwacji, ale jednocześnie nie daje możliwości przeprowadzania doraźnych napraw. Z kolei olejowosk wnika w strukturę drewna, dzięki czemu podkreśla jego naturalne piękno i jednocześnie zabezpiecza podłogę. Wymaga częstszej konserwacji, ale umożliwia wykonywanie punktowych renowacji.
W procesie produkcyjnym lakierowanie oznacza nałożenie aż ośmiu warstw. W przypadku olejowosków stosuje się trzy warstwy. Prędkość podawania w tym procesie wynosi 15 m.b./min. Po lakierowaniu następuje kolejna kontrola jakości powierzchni.
– Do lakierowania używamy lakieru UV – zapewnia Janusz Gawiński. – To wszystko odbywa się podczas cyklu na linii lakierniczej. Jest ona wyposażona w walce, które nakładają lakier na powierzchnię parkietu i lampy UV, które go utwardzają. W przypadku ośmiu warstw mamy osiem walców i osiem lamp. Po wyjściu z linii lakierniczej otrzymujemy produkt gotowy do montażu.
Ostatnimi etapami produkcji są: pakowanie elementów w paczki oraz finalna kontrola jakości.
– Jawor-Parkiet jest kojarzona z restrykcyjnym podejściem do jakości. W procesie produkcji parkietów obowiązuje ośmioetapowa kontrola jakości – podkreśla dyrektor zakładu.
Co jest najtrudniejszym etapem produkcji podłogi?
– Produkcja dwuwarstwowych desek i parkietów jest złożona, wymaga wnikliwej, wieloetapowej kontroli jakości, a na efekt finalny ma wpływ każdy szczegół procesu obróbki naturalnego surowca – tłumaczy Janusz Gawiński. – Etapy najbardziej newralgiczne to: suszenie surowca, klejenie i profilowanie. Nieprzestrzeganie reżimu technologicznego może skutkować uszkodzeniem surowca lub dalszymi wadami produktu. Stąd właśnie w zakładzie produkcyjnym wdrożone są restrykcyjne normy oraz wieloetapowa kontrola jakości.
Co szczególnego wyróżnia podłogi Jawor-Parkiet?
– Przede wszystkim jest to wyjątkowo gruba warstwa wierzchnia – lamela o grubości do 6 mm – dzięki temu możemy wielokrotnie odnowić powierzchnię podłogi. Będzie ona wtedy służyć nam przez lata – mówi Janusz Gawiński. – Dodatkowo jest to dwuwarstwowa konstrukcja oparta na lamelach drewnianych (głównie z drewna liściastego) oraz sklejce wodoodpornej. Taka budowa zapewnia właściwą cyrkulację powietrza i dodatkowe zabezpieczenie przed naturalną pracą drewna. Sprawia to, że podłogi doskonale nadają się na ogrzewanie podłogowe. Ponadto, w przypadku podłóg montowanych we wzór jodły francuskiej, wyróżnia nas precyzyjne profilowanie elementów podłogowych oraz nadanie im profili pióro-wpust nie tylko na dłuższej, ale też krótszej krawędzi. Umożliwia to idealne przyleganie łączonych desek podczas montażu. Przycięcie elementów podłogi pod kątem czterdziestu pięciu stopni pozwala na szybki montaż podłogi we wzór chevron.
Nieustające inwestycje
Niedawno przedsiębiorstwo zakupiło nową linię technologiczną do profilowania podłóg warstwowych.
– Maszyna marki Schroeder zwiększyła możliwości produkcyjne firmy o pięćdziesiąt procent – oznajmia dyrektor. – Linia technologiczna do wzdłużnego profilowania podłóg przeznaczona jest do produkcji warstwowych podłóg drewnianych. Umożliwia ona profilowanie desek o długości 2500 mm, szerokości do 250 mm i grubości do 30 mm. W urządzeniu zastosowano szereg rozwiązań minimalizujących ryzyko uszkodzenia drewna w procesie produkcji podłóg. Obecnie jesteśmy na etapie zakupu nowej linii lakierniczej. We wrześniu zakończyliśmy także prace nad budową magazynu wysokiego składowania o powierzchni 2 tys. m2.
Plany na przyszłość
– W dalszym ciągu będziemy dążyć do zwiększenia wolumenu produkcji i pozyskania nowych rynków zbytu, zwłaszcza zagranicznych – zapewnia Janusz Gawiński. – Istotnym celem w strategii rozwoju zakładu pozostaje także kontynuacja działań wzmacniających rozpoznawalność marki w Polsce. Ułatwiamy architektom pracę z marką Jawor-Parkiet – poza platformą BIM, rozwijamy i upowszechniamy innowacyjne narzędzie aranżacyjne DigiFloors wykorzystujące rzeczywistość rozszerzoną. Pozwala ono w prosty, szybki i komfortowy sposób wybrać idealną podłogę do każdego wnętrza. Ponadto, 1,5 roku temu postawiliśmy sobie za cel rozwój sieci salonów sprzedaży, które konsekwentnie realizujemy. Obecnie działa ich sześć.
Nowości każdego roku
– Co roku wprowadzamy na rynek nowe kolekcje lub kolory. Zwykle ma to miejsce na początku roku, na przełomie stycznia i lutego. Zawsze staramy się odpowiedzieć na potrzeby naszych klientów – podsumowuje Janusz Gawiński.
Podłogi na cały świat
Po prawie trzydziestu latach funkcjonowania na rynku podłogi drewniane z Nowego Miasta Lubawskiego dostępne są w ponad dwustu punktach sprzedaży w Polsce oraz sześciu firmowych salonach we Wrocławiu, w Łodzi, Poznaniu, Lublinie, Katowicach i Krakowie. Wciąż siedemdziesiąt procent produkcji trafia na eksport m.in. do: Niemiec, Włoch, Skandynawii. Natomiast zagraniczne salony sprzedaży firmy można znaleźć np. w Nowej Zelandii, Chinach czy Rosji.
-
Jawor-Parkiet jest jednym z największych polskich producentów dwuwarstwowych podłóg drewnianych. Fot. KD MEDIA
-

Cały proces produkcji odbywa się w jednym zakładzie. Fot. KD MEDIA
-

Jawor-Parkiet jest jednym z największych polskich producentów dwuwarstwowych podłóg drewnianych. Fot. KD MEDIA
-

Jawor-Parkiet jest jednym z największych polskich producentów dwuwarstwowych podłóg drewnianych. Fot. KD MEDIA
-

Jawor-Parkiet jest jednym z największych polskich producentów dwuwarstwowych podłóg drewnianych. Fot. KD MEDIA
-

Produkcja dwuwarstwowych desek i parkietów jest złożona, wymaga wnikliwej, wieloetapowej kontroli jakości, a na efekt finalny ma wpływ każdy szczegół procesu obróbki naturalnego surowca. Fot. KD MEDIA
-

Produkcja dwuwarstwowych desek i parkietów jest złożona, wymaga wnikliwej, wieloetapowej kontroli jakości, a na efekt finalny ma wpływ każdy szczegół procesu obróbki naturalnego surowca. Fot. KD MEDIA
-

Produkcja dwuwarstwowych desek i parkietów jest złożona, wymaga wnikliwej, wieloetapowej kontroli jakości, a na efekt finalny ma wpływ każdy szczegół procesu obróbki naturalnego surowca. Fot. KD MEDIA
-

Maszyna marki Schroeder zwiększyła możliwości produkcyjne firmy o pięćdziesiąt procent. Fot. KD MEDIA
-

Przedsiębiorstwo od 1991 roku bezustannie stawia na rozwój - produktów, technologii i zespołu. Fot. KD MEDIA
-

Jawor-Parkiet jest kojarzona z restrykcyjnym podejściem do jakości. W procesie produkcji parkietów obowiązuje ośmioetapowa kontrola jakości. Fot. KD MEDIA
-

Odpowiednia kontrola produktu. Fot. KD MEDIA
-

Nieprzestrzeganie reżimu technologicznego może skutkować uszkodzeniem surowca lub dalszymi wadami produktu. Stąd właśnie w zakładzie produkcyjnym wdrożone są restrykcyjne normy oraz wieloetapowa kontrola jakości. Fot. KD MEDIA
-

Nieprzestrzeganie reżimu technologicznego może skutkować uszkodzeniem surowca lub dalszymi wadami produktu. Stąd właśnie w zakładzie produkcyjnym wdrożone są restrykcyjne normy oraz wieloetapowa kontrola jakości. Fot. KD MEDIA
-

Nieprzestrzeganie reżimu technologicznego może skutkować uszkodzeniem surowca lub dalszymi wadami produktu. Stąd właśnie w zakładzie produkcyjnym wdrożone są restrykcyjne normy oraz wieloetapowa kontrola jakości. Fot. KD MEDIA
-

Z wizytą w zakładzie Jawor-Parkiet – wrzesień 2020. Fot. KD MEDIA
-
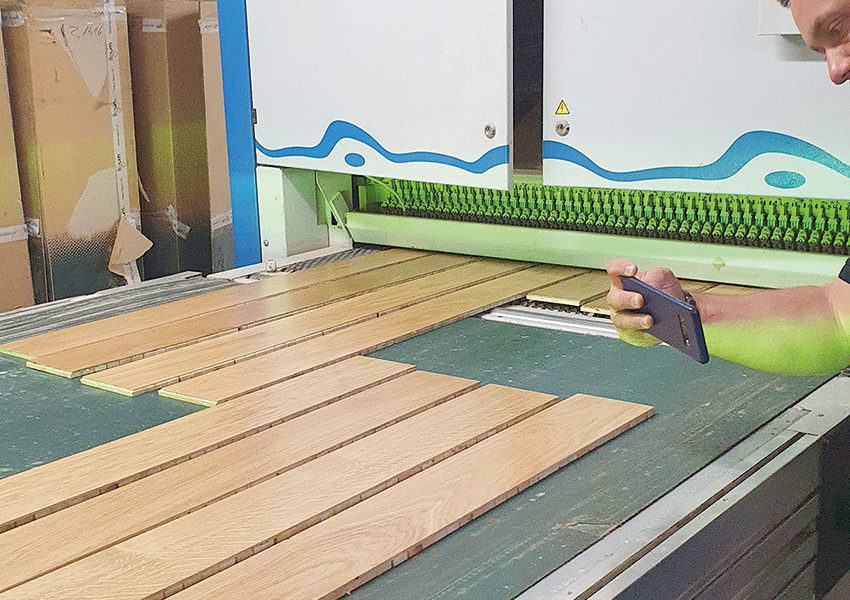
Z wizytą w zakładzie Jawor-Parkiet – wrzesień 2020. Fot. KD MEDIA
-

Z wizytą w zakładzie Jawor-Parkiet – wrzesień 2020. Fot. KD MEDIA




















Połączone ze sobą, odbywające się w cyklu dwuletnim targi Holz-Handwerk i Fensterbau Frontale powróciły teraz do terminu wiosennego. I była to bardzo dobra decyzja, choć na sukces tegorocznej edycji norymberskich targów wpłynęło więcej czynników niż tylko zmiana w kalendarzu.
Targi w Norymberdze są od wielu lat dla naszej redakcji przyczynkiem do odwiedzin jednych z najciekawszych, europejskich imprez wystawienniczych skierowanych do branży obróbki drewna i produkcji mebli. Organizatorzy wprawdzie nazywają Holz – Handwerk targami dla rzemiosła, ale w mojej opinii wybiegają one swoją zawartością znacznie dalej poza zakres potrzeb małych warsztatów stolarskich.
Dodatkową wartość dla wystawców i zwiedzających są równolegle odbywające się Fensterbau Frontale, gdzie w całej okazałości prezentują się producenci stolarki otworowej (drewno, aluminium, PCV). Co budujące – w tym roku w FBF wzięło udział wzięło 36 firm z Polski, a m.in. EkoOkna, Polkres Edwood, Sigroll i wiele innych.
Statystycznie rzecz ujmując…
Na kilka tygodni przed targami spotkałem się plotkami, że tegoroczny Holz – Handwerk to nie będzie to, co kiedyś. Że nie będzie takiej firmy i takiej też nie będzie. I powiem tak: jeżeli ktoś podjął decyzję o tym, aby „odpuścić” sobie targi w Norymberdze – niech żałuje. W ciągu czterech dni odwiedziło je łącznie około 75 000 osób z 112 krajów, które spotkały się na terenie Targów Norymberskich z 973 wystawcami z 44 krajów, aby omówić najnowsze trendy w swojej dziedzinie: w obróbce drewna, produkcji mebli, a także w produkcji stolarki otworowej. Targi w tym roku zostały uzupełnione przez wszechstronny program towarzyszący, który zawierał ciekawe konferencje oraz prezentacje poruszające aktualne zagadnienia branżowe.
„W ciągu czterech dni targi Holz-Handwerk oraz Fensterbau Frontale odwiedziło łącznie około 75 000 osób z 112 krajów, które spotkały się na terenie Targów Norymberskich z 973 wystawcami z 44 krajów.”
„W ciągu czterech dni targi Holz-Handwerk oraz Fensterbau Frontale odwiedziło łącznie około 75 000 osób z 112 krajów, które spotkały się na terenie Targów Norymberskich z 973 wystawcami z 44 krajów.”
Uczestnictwo w Holz-Handwerk i Fensterbau Frontale z mojej perspektywy pozwoliło zagłębić się w nowych produktach i technologiach produkcji, a także nawiązać cenne kontakty oraz zaktualizować wiedzę z zakresu aktualnych wyzwań branży na arenie międzynarodowej. Jakie wnioski udało się wyciągnąć?
Pomimo lub właśnie z powodu napiętej sytuacji w branży budowlanej, połączenie targów Holz- Handwerk i Fensterbau Frontale ponownie cieszyło się dużą popularnością w tym roku, przyciągając odwiedzających z sektorów stolarskiego, ciesielskiego, architektonicznego oraz okiennego i fasadowego z całego świata do Norymbergi.
Świetna atmosfera, żywe dyskusje w halach wystawowych i bardzo pozytywna opinia ze wszystkich stron, pozwalają nie tylko organizatorom, ale także uczestnikom spojrzeć na cztery udane dni targów z dużym zadowoleniem. Jak podkreślają organizatorzy – niezależne badanie ankietowe potwierdziło również jakość odwiedzających targi oraz wysoki odsetek obecności osób podejmujących decyzje. – Jesteśmy bardzo zadowoleni, że Holz-Handwerk cieszył się tak dużym zainteresowaniem, pomimo warunków gospodarczych panujących w branży budowlanej i że ponownie udało nam się zaprezentować wszystkie wymagania operacyjne branży stolarskiej oraz cały łańcuch obróbki drewna – mówi Stefan Dittrich, Dyrektor Wykonawczy Holz-Handwerk, NürnbergMesse. – Sukces wydarzenia jednoznacznie pokazuje: wyzwania, zwłaszcza te trudne, sprawiają, że Holz-Handwerk stają się jeszcze ważniejsze – dodaje Stefan Dittrich.
Bezcenne forum prezentacji
Najnowsze systemy profili, szkło w architekturze, technologia mocowania, systemy bezpieczeństwa, maszyny, systemy i wiele więcej czekało na odkrycie przez zwiedzających na stoiskach 644 wystawców na odbywających się równolegle targach Fensterbau Frontale. – Impreza po raz kolejny wyraźnie potwierdziła swoją pozycję jako wiodących na świecie targów branżowych dla okien, drzwi i fasad. W naszej opinii i nie tylko była ona głównym punktem spotkań dla odwiedzających z całego świata poszukujących najnowszych trendów i rozwiązań – mówi Elke Harreiß, Dyrektor Wykonawczy Fensterbau Frontale, NürnbergMesse. – Stoiska wystawców, niektóre z nich bardzo imponujące, prezentowały ekscytujące produkty, w tym wiele premier światowych zarówno od liderów rynku, jak i startupów – podsumowuje Elke Harreiß.
Specjalnymi atrakcjami w programie towarzyszącym były Forum Fensterbau Frontale, Forum Architektura-Okno-Fasada z towarzyszącymi wycieczkami oraz forum „Przewodnik po cyfryzacji”. Ciekawą przestrzeń prezentował pawilon „Młodzi Innowatorzy”, w której tworzenie zaproszono uczniów i studentów kierunków branżowych.
Obiektywna ocena
Mimo zewsząd napływających od dłuższego czasu sygnałów o spadkach w branży drzewnej i meblarskiej – próżno szukać marazmu nie tylko w Norymberdze, ale także na targach w Polsce, które mieliśmy okazję odwiedzić od początku br. Powstała teoria, że trudny czas weryfikuje dotychczasowe schematy działania i zmusza do poszukiwania nowych rozwiązań zmierzających do optymalizacji biznesu.

22-23 lutego w Suchym Lesie pod Poznaniem odbyły się Dni Otwarte Centrum Technologicznego SCM Group Polska. W trakcie tego wydarzenia, uczestnicy mieli okazję zapoznać się z najnowszymi osiągnięciami w dziedzinie obrabiarek drewna, technologii cięcia, okleinowania oraz maszyn stolarskich.
Wizyta w siedzibie SCM Group Polska w Suchym Lesie była dla jej klientów nie tylko przyczynkiem do obejrzenia ciekawego show roomu z maszynami w roli głównej. Przede wszystkim stanowiła okazję do bezpośrednich rozmów ze sprzedawcami oraz technikami firmy, którzy w szczegółach wyjaśniali niuanse związane z prezentowanymi technologiami. Z perspektywy naszej redakcji takie doświadczenie również jest niezwykle cenne, także pod kątem możliwości zebrania unikalnych informacji o rynku drzewnym i meblarskim.
Show Room w centrum uwagi
Wśród atrakcji czekających na gości znalazły się prezentacje najnowszych modeli maszyn, które usprawniają procesy produkcji w branży obróbki drewna. Jednym z głównych punktów programu był pokaz możliwości przemysłowej okleiniarki Stefani X, która umożliwia oklejanie wąskich płaszczyzn pod kątem 45 stopni. Ponadto, zaprezentowano model okleiniarki Olimpic 500, dedykowany dla średnich przedsiębiorstw, również posiadający tę innowacyjną funkcję.
Uczestnicy mieli okazję śledzić proces rozkroju surowca na pile panelowej Gabbiani S115, a następnie obserwować, jak elementy trafiają na różne modele okleiniarek, począwszy od mniejszych Olimpic 300, aż po przemysłową okleiniarkę Stefani.
Ponadto podczas Dni Otwartych SCM Polska zaprezentowała obróbkę płyt drewnopochodnych na zaawansowanych maszynach CNC, takich jak Morbidelli X200 i CX110. Nie zabrakło również tradycyjnych maszyn do obróbki drewna, takich jak centra obróbcze, frezarki, wyrówniarki, czy strugarki.
Oferta partnerów
Aby zapewnić pełen wgląd w proces produkcji mebli, SCM Polska zaprosiła do udziału firmy partnerskie, takie jak REHAU, LCM, Jowat i wiele innych. Ponadto, eksperci z PKO Leasing byli dostępni na miejscu, aby przedstawić atrakcyjne oferty finansowania inwestycji. Firma LignumSoft zaprezentowała swoje intuicyjne, modułowe oprogramowanie do zarządzania projektowaniem, produkcją oraz sprzedażą mebli.
Wśród innych partnerów wydarzenia warto wymienić ITA TOOLS, które zademonstrowało swoje innowacyjne narzędzia, oraz Imas, specjalizujące się w rozwiązaniach z zakresu instalacji odpylania.
Dni Otwarte SCM Polska to nie tylko prezentacje maszyn, ale także okazja do nawiązania bezpośrednich kontaktów handlowych oraz zdobycia wiedzy na temat najnowszych trendów w branży.
DNA SCM Group Polska
Podczas naszego pobytu w siedzibie firmy gościł nas Andrea Santi, członek zarządu i dyrektor SCM Group Polska, który działa w firmie SCM od 11 lat. Jak mówi, przez ten czas w polskim oddziale przedsiębiorstwa zaszły znaczące zmiany, chociażby pod względem rozbudowy sprzedaży, czy zaplecza serwisowego.
W ciągu ostatnich pięciu lat polski rynek stał się dla Grupy SCM jednym z czołowych odbiorców technologii obróbki drewna i produkcji mebli, zarówno w zakresie małych firm, jak i odbiorców przemysłowych, produkujących na dużą skalę. Jak wynika z doświadczenia firmy – struktura jej odbiorców w Polsce cały czas ewoluuje. – Przez ostatnie lata przybyło nam bardzo dużo klientów chociażby z branży producentów stolarki otworowej (okna i drzwi), a także producentów domów drewnianych. Jest tam bardzo duży potencjał, ponieważ do tej pory były to małe firmy, gdzie większość pracy wykonywana była ręcznie lub za pomocą maszyn używanych. Konkurencja na rynkach zagranicznych przyniosła trend zmierzający do automatyzacji za pomocą nowoczesnych maszyn – mówi Adrea Santi.
Nie da się ukryć, że branża meblarska w Polsce, po czasie dynamicznych wzrostów w latach 2021-2022 boryka się ze spadkami. Niemniej jednak, jak przyznaje Santi, wśród klientów SCM Group Polska są przedsiębiorstwa, które radzą sobie nawet lepiej niż we wspomnianym okresie hossy. Jest to uzależnione od rynku na jakim działają, gdzie eksportują.
Niezależnie od profilu firmy oraz jej kondycji – rynek wyczuwalnie wywiera presję na ceny oferowane przez producentów maszyn. Dlatego od ponad dwóch lat SCM Group proponuje te same cenniki dla rynku polskiego, mimo inflacji oraz innych czynników uzasadniających ewentualne podwyżki.
Dzięki takiej elastyczności firma bierze udział w wielu ciekawych projektach. – Mogę wspomnieć, że obecnie realizujemy duży projekt dla dużego producenta drzwi. Wg założeń powinien on się zakończyć uruchomieniem całego parku maszynowego do końca br. – mówi Santi. Firma jest w stanie realizować różnej wielkości projekty, również te bardzo zaawansowane, dzięki wsparciu zaawansowanego działu konstrukcyjnego we Włoszech. – Mamy wysokiej jakości techników i jesteśmy w stanie szybko reagować na całym świecie. – dodaje.
Dni Otwarte w siedzibie SCM Group Polska były momentem na odświeżenie wiedzy oraz kontaktów i po tej wizycie pozostało pozytywne wrażenie. Należy jednak wspomnieć, że show room w Suchym Lesie jest otwarty dla klientów przez cały rok.

www.scmwood.com
+48 61 651 47 95

VIDOK- w mojej opinii jeden z wiodących producentów w branży produkcji okien premium, osiąga bardzo dobre wyniki jakości i wydajności po zakupie oraz uruchomieniu nowoczesnej maszyny do obróbki drewna Conturex Artis Plus. Maszyna, od firmy Weinig wyposażona w zaawansowane technologie zdobyła uznanie w przedsiębiorstwie.
Firma VIDOK powstała ponad 30 lat temu zaczynając od produkcji okien PCV i aluminiowych. Produkcja okien drewnianych ruszyła w roku 1999 kiedy to zakupiono komplet maszyn do ich produkcji od firmy Weinig. Od tamtej pory ma w swojej ofercie wszystkie trzy typy produktów. Na tamte czasy była to najnowocześniejsza, dostępna technologia dedykowana do wielko seryjnej produkcji okien.
Rynek podyktował zmiany
– Lata płynęły, rynek zaczął oczekiwać także krótkich serii produktów i aby usprawnić produkcję okien drewnianych pod tym względem, korzystając z funduszy unijnych zbudowaliśmy halę, jednocześnie reorganizując produkcję. Przyszedł też czas na zakup maszyn CNC, bowiem musieliśmy iść „z duchem czasu” odnośnie wymagań technologicznych i jakościowych – mówi Marek Szewczyk, Wiceprezes Zarządu, manager ds. technicznych spółki VIDOK. – Chcieliśmy też zwiększyć możliwości produkcyjne ze względu na to, że wchodzimy na coraz większą liczbę zagranicznych rynków (m.in. Europa, USA, Kanada, Arabia Saudyjska), które mają różne wymagania, chociażby co do wykończenia okien drewnianych – dodaje Marek Szewczyk.
W związku z powyższym firma podjęła decyzję o zakupie centrum obróbczego Conturex Artis Plus marki Weinig. Jak dowiedziałem się podczas wizyty w zakładzie produkcyjnym w Rudnej Małej (woj. podkarpackie) decyzja o podjęciu kolejnej współpracy z firmą Weinig była rzeczywiście dobra, ponieważ w ciągu czterech miesięcy od deklaracji „na tak” firma otrzymała kompletną maszynę z narzędziami i oprogramowaniem. Dzięki szybkiej dostawie i wsparciu ze strony Weinig produkcja ruszyła od ręki. Obecnie przedsiębiorstwo korzysta z Conturexa przede wszystkim przy produkcji krótkich serii okien o profilu 78mm z drewna sosnowego, dębowego oraz meranti, przeznaczonych do projektów inwestycyjnych, gdzie oczekuje się wysokiej jakości. Trzeba zaznaczyć, że dzięki tej inwestycji Vidok wyróżnia się indywidualnym podejściem do wymagań odbiorców, którzy często oczekują realizacji specjalnych zamówień typu łuki, czy trapezy. Nie bez znaczenia są też oszczędności wynikające z kosztów pracy, energii oraz miejsca na hali produkcyjnej.
Conturex pod lupą
Muszę przyznać, że centrum obróbcze Conturex jest mi znane sprzed kilkunastu lat, kiedy to miałem okazję brać udział w jego premierze w siedzibie firmy Weinig w Tauberbischofsheim (Niemcy). W tamtym czasie była to nowość na skalę światową. Jak widać – główne założenia tej technologii okazały się spójne z trendami rynkowymi, również na naszym, polskim gruncie. Obecnie Conturex Artis Plus cieszy się tak dużym zainteresowaniem, że jest produkowany na bieżąco, aby był dostępny „od ręki” dla potencjalnych klientów.
Conturex w wersji Artis Plus wyróżnia się jednym wrzecionem głównym o imponującej mocy 30 kW, z talerzowym magazynem narzędzi oferującym 50 miejsc, oraz wrzecionem uniwersalnym o mocy 12,5 kW z magazynem narzędzi na 17 miejsc. Warto zaznaczyć, że oba wrzeciona pracują na przemian, co pozwala na ciągłą obróbkę drewna. Maszyna jest zdolna do obróbki elementów o długości do 4500 mm.
Jedną z kluczowych zalet Conturex jest podawanie wystruganych elementów kompletami na podajnik, umożliwiając płynną pracę na produkcji. Dzięki temu, na wyjściu można odebrać komplety ram i skrzydeł do składania na prasie. To rozwiązanie eliminuje czasochłonne czynności takie jak czekanie, sortowanie czy szukanie elementów do kompletu, co zostało docenione w firmie Vidok.
Operator maszyny ma również możliwość łatwego dodawania kolejnych elementów na podajniku w każdej chwili, co dodatkowo zwiększa efektywność produkcji.
Kontynuacyjna obróbka odbywa się na dwóch stołach obróbczych, gdzie wrzeciono główne i uniwersalne wykonują różnorodne operacje, zapewniając kompletną obróbkę w jednym mocowaniu.
Co ważne, firma Weinig oferuje kompleksowy pakiet usług w cenie maszyny, co obejmuje szkolenie operatorów w fabryce, szkolenie podczas uruchomienia oraz asystę przy produkcji. Ten obszerny pakiet usług sprawia, że operatorzy są w stanie w krótkim czasie nabyć umiejętności potrzebne do efektywnej pracy z maszyną.
– Spółka Vidok, wcześniej wybierając konkurencyjne rozwiązanie, teraz zdecydował się na Conturex Artis Plus ze względu na atrakcyjną cenę oraz krótki termin realizacji. To pokazuje, że Weinig przekonuje nie tylko innowacyjnymi rozwiązaniami technologicznymi idące w parze z kompleksową obsługą projektu, ale potrafi też zaskoczyć wydajnością w dobrej cenie – mówi Daniel Ampenberger reprezentujący firmę Weinig.
„Spółka VIDOK, wcześniej wybierając konkurencyjne rozwiązanie, teraz zdecydowała się na Conturex Artis Plus ze względu na atrakcyjną cenę oraz krótki termin realizacji.”
Zarówno personel biurowy, jak i pracownicy produkcji w firmie Vidok udowodnili, że są zgranym zespołem, co przełożyło się na płynne uruchomienie maszyny i bezproblemową produkcję. Wszyscy są zadowoleni zarówno z obsługi maszyny, jak i z jej osiągnięć produkcyjnych.
Dzięki nowoczesnym rozwiązaniom technologicznym, Conturex Artis Plus wpisuje się w oczekiwania rynku, dostarczając efektywnego narzędzia do precyzyjnej obróbki drewna, zaspokajając jednocześnie potrzeby nawet najbardziej wymagających klientów. Warty podkreślenia jest fakt, iż to wyjątkowe centrum obróbcze w 100 procentach spełnia kryteria firmy VIDOK, która realizuje zamówienia dla wymagającego rynku inwestycyjnego. Z jednej strony oczekuje on elastyczności co do różnorodnych wymiarów okien, a z drugiej – potencjału produkcyjnego, który wynika z dużego wolumenu zamówień.
Zobacz więcej:

Firma Mardom Pro z Lipnik Starych, specjalizująca się w produkcji wysokiej jakości łóżek i mebli dziecięcych z drewna sosnowego, wprowadza rewolucyjne innowacje w procesie produkcji dzięki najnowocześniejszemu skanerowi drewna – Weinig CombiScan Sense C. Podczas wizyty w zakładzie produkcyjnym przekonałem się na własne oczy, jak nowa technologia skanowania wprowadza nowy standard dokładności, eliminując wady i poprawiając efektywność procesu produkcyjnego.
Na początek kilka słów na temat Grupy Mardom.
Jest to ceniona firma rodzinna z trzydziestoletnią historią na rynku, która kształtuje swoją drogę od września 1985 roku, kiedy to zakupiła technologię produkcji karniszy metalowych.
Początkowo oferta firmy zgodna była z ówczesnymi trendami wzorniczymi, skupiając się na karniszach metalowych. Jednak szybko podjęto strategiczną decyzję o reorganizacji produkcji na rzecz karniszy drewnianych.
Proste w produkcji, o klasycznym designie, doskonale komponowały się z różnymi wnętrzami. Ich drewniana konstrukcja umożliwiała także lakierowanie na różne odcienie.
Efektem tych zmian był stworzony model Roma, który do dziś stanowi nieodłączny element oferty producenta.
W pierwszych latach istnienia firma działała jako niewielki zakład, zatrudniając zaledwie pięć osób i pozostając rozpoznawalną jedynie w najbliższym otoczeniu.
Niemniej jednak, trzydzieści lat obecności na rynku przyniosło dynamiczny rozwój i wdrożenie nowoczesnych technologii.
Pomimo postępu, firma pozostaje wierna fundamentalnym zasadom rzemiosła oraz pasji do tworzenia niepowtarzalnych produktów. To zamiłowanie przekazywane jest z pokolenia na pokolenie, stanowiąc fundament nieprzerwanego sukcesu.
Dzisiaj Grupa Mardom to nie tylko ciekawa historia rodzinnego biznesu, lecz także rozwijające się przedsiębiorstwo, które nieustannie podąża za nowoczesnością, starając się zaspokoić zmieniające się potrzeby klientów.
W obecnym kształcie Grupa Mardom to zespół dynamicznie rozwijających się spółek, które razem tworzą silną, zintegrowaną strukturę biznesową.
W jej skład wchodzi Mardom Pro, obejmująca tartak, nowoczesną fabrykę mebli sosnowych oraz fabrykę pelletu. Mardom Home z kolei specjalizuje się w sprzedaży artykułów do wystroju okna i wnętrz, zdobywając uznanie w największych sieciach DIY. Innowacyjność i dążenie do ciągłego rozwoju podkreśla działalność firmy AGGE.tech, która koncentruje się na robotyzacji i automatyzacji procesów produkcyjnych, służąc zarówno potrzebom wewnętrznym grupy, jak i klientom zewnętrznym.
Dodatkowo, JBW, elektrownia słoneczna o mocy 3,2 MW, dostarcza zieloną energię dla spółek w grupie, podkreślając zaangażowanie Grupy Mardom w zrównoważony rozwój i ekologiczne rozwiązania.
Ta różnorodność działalności nie tylko świadczy o elastyczności i innowacyjności Grupy, ale także stanowi o jej kompleksowym podejściu do biznesu, gdzie tradycja łączy się z nowoczesnością, a dbałość o środowisko naturalne idzie w parze z dynamicznym rozwojem.
Zobligowani do wysokiej jakości
W głównej mierze Mardom Pro produkuje łóżka i meble dziecięce z drewna sosnowego dla dużego odbiorcy, jakim jest IKEA. Przez to firma jest zobligowana do zachowania wysokiej jakości, co wynika ze specyfiki swoich produktów. Stąd, że wymagania są tak duże, firma musiała zaopatrzyć się w sprzęt, który pozwala na eliminację błędów i wad na samym początku cyklu produkcyjnego, aby nie ponosić dodatkowych kosztów na dalszych etapach produkcji.
Mardom Pro posiada własny tartak oraz suszarnie. Świadczy to o tym, że jest to przykład przedsiębiorstwa, które rozwinęło swoją działalność daleko poza podstawową działalność tartaczną, polegającą na podstawowej obróbce drewna okrągłego. Drewno pochodzące z tartaku jest suszone do wilgotności w przedziale 8-10 proc. Następnie jest sezonowane i trafia na linie służące do optymalizacji wad oraz klejenia. W ten sposób powstają fryzy dedykowane pod dane przekroje, dedykowane do produkcji różnych wyrobów.
Potrzeba „matką” rozwoju
Pierwszy skaner wad firma Mardom zakupiła w 2016 roku, co pozwoliło wyeliminować organoleptyczne identyfikowanie wad. Jednakowoż w 2023 roku przedsiębiorstwo zdecydowało zainwestować w nową jednostkę skanującą Weinig Combiscan Sense C, która wykorzystuje podczas pracy sztuczną inteligencję.
Pozwala ona na znacznie dokładniejsze wykrywanie wad, minimalizuje liczbę wad, które są przepuszczane. Tego rodzaju jakość wykrywania jest nie do osiągnięcia za pomocą oka ludzkiego, które nie jest stanie wyłapać np. mikro pęknięć uwidaczniających się w dalszych etapach obróbki, a będących prawdziwą zmorą.
Do tego dochodzi powtarzalność będąca domeną skanera.
Nowy skaner pracuje również ze zwiększoną prędkością przy lepszej rozdzielczości (około 25% na plus). Przy prędkości 250 mb/min odczytuje wady 1:1. Ma to o tyle znaczenie, że w firmie Mardom Pro rozbudowano linię do optymalizacji. Początkowo za skanerem pracowały dwie optymalizerki Weinig Opticut, a obecnie pracują tam cztery tego typu obrabiarki.
W związku ze zwiększeniem mocy produkcyjnych zaistniała konieczność przyśpieszenia czynności skanowania. Dzięki wymianie skanera na nowy – rozdzielczość jest znacznie lepsza, co ma wpływ na wykrywanie pęknięć, także skośnych i pęcherzy żywicznych. Co ważne, dzięki zastosowaniu skanera firma zaoszczędziła na kosztach pracy, związanych do tej pory z obsługą czynności sortowania.
Indywidualne ustawienia
Kalibracja skanera Weinig Combiscan Sense C pod potrzeby Mardom Pro była ciekawym zagadnieniem. Setup odbył się u producenta skanera (firma Luxscan z Luksemburga, członek Grupy Weinig, przyp. Red.), który wprowadził duże ilości parametrów. Trzeba wspomnieć, że cały proces kalibracji skanera odbywa się przed jego instalacją u klienta.
– Zorientowaliśmy się, jakie mamy problemy na produkcji: pęknięcia materiału i kieszenie żywiczne, które mocno się odkrywały. Poprzedni skaner nie miał pełnej detekcji tych wad. Firma Weinig zaproponowała skaner Luxscan, który oferuje indywidualne podejście do tego rodzaju problemów – mówi Hubert Ostaszewski, Główny Technolog w Mardom Pro.
Na czym polega indywidualne podejście?
Otóż skaner można zaprogramować, nauczyć precyzyjnego rozpoznawania tego rodzaju wad. – Ustaliliśmy, że wyślemy materiał na którym pracujemy do Luksemburga, do siedziby firmy Luxscan.
Materiał został najpierw przepuszczony przez stary skaner. Określiliśmy, jakie wady nowe urządzenie ma wykrywać.
Porównaliśmy wyniki w ujęciu procentowym: o ile więcej wad zostało wykrytych przez nowy skaner. Wyniki te okazały się zadziwiająco dobre. Kolejnym krokiem była wizyta przedstawicieli z Mardom do Luksemburga i tam, na miejscu, systematyczna praca polegająca na uczeniu skanera detekcji, pod kątem indywidualnych potrzeb firmy – opowiada Ostaszewski.
Po instalacji skanera na miejscu okazało się, że kieszenie żywiczne nie obciążają dalszych procesów w takim stopniu, jak wcześniej: materiał jest czysty, ładny, gotowy do dalszej obróbki.
„Nauka” skanera na miejscu polegała na tym, że miał on wprowadzoną liczę danych wad i na podstawie prawdopodobieństwa skaner „uczył” się, że to jest właśnie ta wada.
W ten sposób istnieje możliwość ustawienia czułości skanowania.
Jak dowiedziałem się podczas rozmowy w Mardom Pro – obecnie skanery ze sztuczną inteligencją są bardziej odporne na zmianę dostawcy surowca, zabrudzenia na drewnie. Co więcej, oczywiście lepiej skanować drewno przestrugane, ale z surowym materiałem również dają sobie radę.
Koszyk korzyści
Poprzez zastosowanie skanera osiągnięto przede wszystkim stabilność procesu w komórce optymalizacji i wycinaniu wad. Stąd nakłady ludzkie są tutaj dużo mniejsze, ze względu na chociażby brak konieczności weryfikacji jakości zoptymalizowanego materiału przed etapem jego klejenia na mikrowczepy.
Trzeba zwrócić uwagę na to, że koszt usunięcia wady z elementu surowego na etapie skanowania jest znacznie niższy od tego z którym mielibyśmy do czynienia już sklejonego materiału.
Zastosowanie skanera przełożyło się na jakość wyrobów końcowych, co zostało zauważone przez odbiorców. Przejawia się to mniejszą ilością widocznych mankamentów. Obecnie firma wytwarza około 10ciu różnych produktów, w „gigantycznej” ilości. Głównym ich odbiorcą jest IKEA.
– Combiscan Sense, który pracuje w firmie Mardom jest najwyższym modelem z oferowanych przez Weinig skanerów i ma największą liczbę opcji dodatkowych, które można sobie skonfigurować. Poza tym może współpracować maksymalnie z czteroma optymalizerkami – mówi Mateusz Dusiński, Manager Sprzedaży w firmie KADIMEX, która jest dystrybutorem maszyn marki WEINIG.
CombiScan Sense C z bliska
Skaner jest przewidziany do pracy w połączeniu z systemem cięcia poprzecznego. Jak mówi jego dostawca, CombiScan Sense C to najnowocześniejszy system skanujący, który gwarantuje niezmiennie wysoką dokładność i wydajność.
Dzięki innowacyjnej konstrukcji „Cross Concept Construction” skaner oferuje najlepszą rozdzielczość obrazu, dokładność wykrywania i wydajność. Nowoczesna technologia skanowania gwarantuje określoną wydajność zgodnie z wymaganiami klienta. Szczególnie wyjątkowe jest oświetlenie LED i pozycjonowanie czujników w oparciu o technologię CCC. Gwarantuje to najlepszy wynik optymalizacji.
Skanery Luxscan wykorzystują technologię różnych czujników, takich jak kamery laserowe, kamery kolorowe i rentgenowskie. Nadaje się do wielu zastosowań. Dla każdego zastosowania Luxscan pomaga dobrać odpowiednie czujniki i ich najlepszą kombinację w zależności od gatunku drewna, jakości powierzchni i wymaganej wydajności. Celem jest uzyskanie jak najlepszych informacji z obrazów dla każdego zastosowania.
Sztuczna inteligencja na służbie
Przetwarzanie obrazów w skanerze jest wykonywane w zaawansowanym oprogramowaniu OptiCore AI. To najnowsza odsłona dobrze znanego softu Luxscan. OptiCore AI nie korzysta z konwencjonalnych algorytmów przetwarzania obrazu, które wymagają dostosowania wielu różnych parametrów, lecz wykorzystuje głębokie sieci neuronowe.
Ta nowa dziedzina sztucznej inteligencji znacznie upraszcza wykrywanie i klasyfikowanie defektów. W oparciu o bazę danych obrazów, sieć neuronowa jest szkolona i w ten sposób podczas procesu uczenia się samodzielnie opracowuje kryteria wykrywania wad. Sprawia to, że detekcja jest bardziej stabilna nawet przy zmieniających się kolorach i powierzchniach drewna. Poprawiona została również dokładność wykrywania wad i oddzielania poszczególnych wad.
OptiCore AI jest obecnie stosowany we wszystkich nowych skanerach produkcji WEINIGA. Można nim obrabiać zarówno drewno iglaste jak i wybrane gatunki drewna liściastego, szczególnie dąb i buk.
Maszyna nadaje się do obróbki drewna suchego jak i mokrego.
Program jest w stanie zidentyfikować różne wady, jak również różnice w kolorze drewna. Dane jakościowe z wielu czujników pozwalają na optymalne przetwarzanie danych i identyfikację wad.
Optymalizacja w oprogramowaniu OptiCore zapewnia najlepsze rozwiązanie dla rozkroju poprzecznego drewna. Uwzględnia ono różne wymagania klientów i wymagania jakościowe. Na podstawie dokładnych danych o desce określonych podczas przetwarzania obrazu, cięcie drewna jest optymalizowane zgodnie z wymaganiami klienta. Istnieją nieograniczone możliwości w definiowaniu produktów i jakości. Dzięki podziałowi produktów na różne strefy można również łatwo poradzić sobie ze skomplikowanymi cechami jakościowymi.
Dzięki temu można produkować wiele produktów końcowych.
Opticore wykonuje rozpoznanie wad na podstawie informacji pochodzących od sensorów oraz optymalizuje deskę zgodnie z kryteriami klienta. Sterowanie odbywa się z wykorzystaniem Multi PC z rozbudowaną architekturą, w systemie Windows, w celu szybkiego opracowania danych.
Kryteria optymalizacji
Optymalizacja uwzględnia wszystkie strony deski, jak również rotację elementu przed jego przerzynaniem. Na przykład, określone wady mogą być dopuszczalne w tylnych niewidocznych częściach ram okiennych podczas produkcji kantówki.
Informacje dotyczące wymogów jakościowych, długości i ilości optymalizowanego produktu zostają wprowadzone do systemu. Komputer dokonuje wyliczenia optymalnego rozkroju z uwzględnieniem tych informacji.
Optymalizacja opiera się na wymogach klienta. Wydajność materiału: maksymalna wydajność materiału jest zoptymalizowana, zależna od wartości wyrobu. Wartość produktu: produkt o najwyższej wartości jest nadrzędny w stosunku innego.
Optymalizacja opiera się zmiennych danych, niezależnie od wydajności drewna oraz docelowej ilości. Ilość docelowa: optymalizacja osiąga wymaganą wielkość poszczególnych produktów w jednym czasie, niezależnie od wydajności drewna oraz wartości.
Interface graficzny pozwala na wizualizację wad w czasie rzeczywistym każdej pojedynczej deski. Dodatkowo operator ma dostęp do różnych poziomów sterowania oraz parametrów urządzenia.
Co więcej, software oferuje następując możliwości: statystykę produkcyjną, otwartość do podłączenia z typowymi bazami danych (SQL Server, Access, Oracle, inne) poprzez łącze Ethernet TCP/IP, a także możliwość wprowadzania do pamięci danych o materiale na dysk twardy w czasie rzeczywistym.
Skaner jest przystosowany do obsługi 4 optymalizerek, zachowując taką rozdzielczość jak wcześniej użytkowany przez Mardom skaner utrzymywał przy 2 pilarkach. Przez jakiś czas Mardom Pro użytkował wcześniejszy skaner z 4 OptiCutami. Niemniej jednak, wobec coraz mniejszej dostępności dobrej jakości materiału coraz trudniej sobie pozwolić na zmniejszenie dokładności skanowania.
Dzięki lepszej rozdzielczości firma uzyskuje lepszą dokładność skanowania co pozwala na duże oszczędności w późniejszych etapach procesu obróbczego (mniej przepuszczonych wad = mniej wycinania wad z obrobionych elementów (np. po łączeniu na długość) = mniej ludzi potrzebnych do kontroli i korekty produktów).
Inne opcje dostępne w Combiscanach to choćby możliwość skanowania zmiennych szerokości – przydatne jeśli mamy deski bezpośrednio po wielopile z ruchomymi piłami. Standardem jest automatyczne pozycjonowanie kamer przy skanowaniu desek o stałych wymiarach (które jednak zawsze mogą delikatnie odbiec od normy) przesuwa kamery w idealne pozycje. Jest to gwarancją najlepszej możliwej jakości i rozdzielczości obrazu. Ciekawą opcją są zdjęcia rentgenowskie pozwalające np. na wykrywanie sęków wewnątrz materiału itd.
Rozwiązania dedykowane dla Mardom Pro
W skanerze, który pracuje w Mardom Pro zastosowano moduł ACM do wykrywania pęknięć skośnych. Wykrywanie ukośnych, niepionowych pęknięć jest zwykle ograniczone ze względu na ułożenie laserów. Dzięki zastosowaniu 4ech specjalnie rozmieszczonych laserów, moduł ACM do wykrywania pęknięć skośnych jest w stanie dostarczyć dodatkowych informacji. Dodatkowy kontrast jest generowany na górnej i dolej stronie płaskich pęknięć, co umożliwia rozpoznanie pęknięć trudnych do zidentyfikowania.
Co więcej, w ten sposób poprawia się ogólne wykrywanie pęknięć i minimalizuje się ryzyko „przesadnego” rozpoznywania wad tam, gdzie ich nie ma.
Serwis posprzedażowy
Jeżeli pojawiają się jakieś problemy, których rozwiązanie wymaga pomocy z zewnątrz – jest to rozwiązywane poprzez zgłoszenie do Kadimex, które również otrzymuje producent skanera. Reakcja jest bardzo szybka: technicy z firmy Luxscan łączą się ze skanerem on-line i diagnozują problem.
Firma Mardom, produkująca obecnie około dziesięciu różnych produktów, zauważyła znaczącą poprawę jakości wyrobów końcowych. Współpraca z firmą Weinig i wprowadzenie nowoczesnych rozwiązań opartych na sztucznej inteligencji umożliwiły przedsiębiorstwu utrzymanie pozycji lidera na rynku, z głównym odbiorcą w postaci firmy IKEA.
Inwestycja w Mardom Pro w sztuczną inteligencję i nowoczesne rozwiązania skanowania potwierdza, że przyszłość produkcji mebli drewnianych leży w połączeniu tradycji z najnowszymi osiągnięciami technologicznymi.:
-

 Aktualności1 tydzień temu
Aktualności1 tydzień temuKoniec z „bezcłowym” importem rosyjskich produktów drzewnych przez Kazachstan i Turcję?
-

 Wydarzenia1 tydzień temu
Wydarzenia1 tydzień temuEuropejski przemysł drzewny domaga się zmian w rozporządzeniu EUDR
-

 Wydarzenia1 tydzień temu
Wydarzenia1 tydzień temuJuż w maju spotkamy się na targach we Włoszech
-

 Aktualności1 tydzień temu
Aktualności1 tydzień temuPierwszy punkt zbiórki materiałów do recyklingu
-

 Wydarzenia1 tydzień temu
Wydarzenia1 tydzień temuDrewno to nie jest uciążliwym odpadem
-

 Aktualności1 tydzień temu
Aktualności1 tydzień temuZmiana terminu i synergia między projektami pozwoliły wrócić na drogę świetności
-

 Przegląd Meblarski3 dni temu
Przegląd Meblarski3 dni temuStawiają na nowoczesne systemy lakiernicze na rzecz zrównoważonej przyszłości
Komentarze