Technika, technologie, nowości
Kilkanaście tysięcy cięć na jednym łańcuchu
Stacje kapujące do drewna okrągłego marki PRINZ
Możliwości hydraulicznej stacji kapowania drewna okrągłego PRINZ LOGSTAR combi wielokrotnie przewyższają korzyści z manualnej obróbki wielu pilarzy na placu manipulacji surowca. Urządzenie charakteryzuje się doskonałym zakresem pracy i wysoką wydajnością cięcia. Pozwala na kapowanie dużych średnic, a jednocześnie cechuje się relatywnie niskim poborem prądu. Stacja jest łatwa w obsłudze i montażu oraz bez problemu nadaje się do prostego zintegrowania z innymi elementami linii manipulacji.
Obsługa przez jednego operatora
Po zainstalowaniu linii sortowania surowca, która może być wyposażona w korowarkę, detektor metalu i pomiar średnicy czy długości ciętego materiału, znacząco wzrasta efektywność przerobu drewna, polepsza się organizacja pracy w całym zakładzie oraz znacznie zwiększa się bezpieczeństwo pracy, gdyż cała linia obsługiwana jest przez jednego operatora.
Docinanie kłód
– Konfiguracja rozbudowanej linii manipulacji i sortowania może przebiegać na różne sposoby. Jednak standardowo, po rozładunku drewna z zestawu transportowego na rampę, dłużyce, dzięki separatorowi schodowemu, trafiają na przenośnik łańcuchowy wzdłużny. Po przejściu przez wykrywacz metalu i system pomiarowy, materiał zainfekowany metalem bądź uszkodzony, zostaje usunięty do przeznaczonych na tego rodzaju drewno boksów – mówi Maciej Nowak, prezes zarządu w firmie PRINZ Polska sp. z o.o. – Następnie materiał jest okorowany i może być dostarczony dalej do piły kapującej LOGSTAR combi. W tym przypadku docięte kłody, przenośnikiem rolkowym lub transporterem łańcuchowym, przenoszone są w kierunku boksów sortujących je względem średnicy i/lub długości.
Możliwość pracy automatycznej
Istnieje wieje zalet zastosowania hydraulicznej stacji kapowania drewna okrągłego PRINZ LOGSTAR combi.
– Stacja PRINZ może działać w pełnym automacie lub trybie pracy półautomatycznej, ze sterowaniem z pulpitu – dodaje Maciej Nowak. – Proces cięcia nadzoruje jeden operator, który dzięki ogrzewanej/klimatyzowanej kabinie ma zapewnione komfortowe warunki pracy.
Maszyna wyposażona jest w silnik tnący 15 kW i jest idealna do zintegrowania z innymi elementami linii przerobu surowca okrągłego. Złożona jest z modułów, co pozwala na dopasowanie oferty do indywidualnych potrzeb zakładu drzewnego.
– Jej masywna konstrukcja potrafi sprostać najtrudniejszym warunkom eksploatacji – wyjaśnia prezes zarządu. – Ciężar samej stacji, bez podajników materiału, to ok. 2500 kg. Maszyny tego typu projektowane są na kilkadziesiąt lat intensywnej eksploatacji.
Ponad 600-milimetrowy prześwit
Proces cięcia na LOGSTAR combi realizowany jest na stole rolkowo-stożkowym, na którym dwie hydraulicznie podnoszone/opuszczane rolki doprowadzają dłużyce do miejsca cięcia, a pozostałe dwie odsuwają dociętą kłodę.















„Przy maksymalnym opuszczeniu rolek stołu uzyskujemy ponad 600-milimetrowy prześwit!”
– Stację łączy się z transporterem podawczym/odbiorczym za pomocą łańcuchów napędowych. Rolki stacji mają w tym celu fabrycznie przygotowane koła zębate – informuje Maciej Nowak. – Uchylanie wewnętrznych rolek stołu przeprowadza się w celu usunięcia większych odpadów, natomiast podnoszenie zapobiega klemowaniu się układu tnącego przy cięciu materiału o większej średnicy. Wióry i ewentualne odpady powstające podczas cięcia opadają na przenośnik łańcuchowy zainstalowany pod stacją i są wyprowadzane poza linię. Przy maksymalnym opuszczeniu rolek stołu uzyskujemy ponad 600-milimetrowy prześwit!
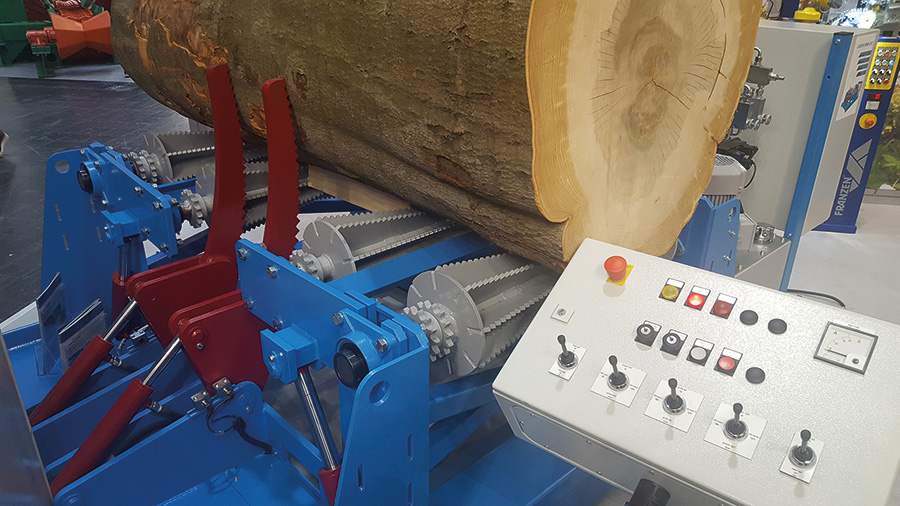
Hydraulicznie dosuwane kleszcze unieruchamiają dłużyce przy cięciu i mogą być obsługiwane niezależnie – osobno prawa strona, lewa strona lub razem.
Bardzo wydajna praca w ciągu zaledwie 3 sekund
Prędkość cięcia oraz działanie komponentów hydraulicznych zależą w głównej mierze od zainstalowanego agregatu hydraulicznego.
– Już standardowy agregat umożliwia bardzo wydajną pracę – zapewnia prezes zarządu. – Prędkość samego cięcia to ok. 1 s na 15 cm średnicy surowca, co przykładowo oznacza kapowanie dłużycy o średnicy ok. 45 cm w ciągu 3 s.
Jednostka sprawdza się doskonale podczas kapowania drewna o większych średnicach, nawet do 100 cm.
Stabilne prowadzenie
Stacja kapowania wyposażona jest w stabilizator zapewniający precyzyjne i stabilne prowadzenie układu tnącego, co jest ważne w szczególności przy używaniu dłuższych prowadnic. Głowica (końcówka prowadnicy) wyposażona jest w układ amortyzujący (sprężyna amortyzująca), zapobiegający zerwaniom łańcucha oraz beznarzędziowy układ naciągowy łańcucha.
Komunikat o smarowaniu pojawia się na pulpicie
– Automatyczne smarowanie układu tnącego zapewnione jest dzięki pompie olejowej zębatej zamontowanej na osobnym silniku, dokładnemu regulatorowi dawki olejowej oraz 5-litrowemu zbiornikowi. Można też zamówić większy, 20-litrowy agregat smarujący, podpięty do sterowania maszyny. W przypadku braku oleju operator otrzymuje na pulpicie ostrzeżenie i dalsza praca z piłą możliwa jest tylko po uzupełnieniu stanu oleju – dodaje prezes zarządu.
Hydrauliczny posuw
Posuw układu tnącego jest realizowany hydraulicznie. Ciśnienie robocze układu wynosi 50 bar, a prędkość posuwu reguluje się za pomocą dławików lub potencjometru.
Bez strat czasu na powrocie
– LOGSTAR combi wyposażona jest w system umożliwiający odpowiednie ustawienie położenia krańcowego układu tnącego, w zależności od ciętych średnic – wyjaśnia Maciej Nowak. – Tym samym ograniczone są straty czasu na powrót prowadnicy po cięciu. Opcjonalnie, maszyna może być również wyposażona w układ pomiaru średnicy i automatyczny system ustalający pozycję prowadnicy, w zależności od średnicy materiału, redukujący przez to czas posuwu do minimum.
Optymalne odprowadzenie wiórów
Układ tnący w stacji LOGSTAR to masywne, żłobikowe łańcuchy tnące TIMBERCUT lub LOGMAX, zapewniające wydajne kapowanie i bezproblemową pracę.
– Konstrukcja łańcuchów umożliwia optymalne odprowadzanie wiórów – zapewnia prezes zarządu. – Przy zużyciu jednego łańcucha tnącego możliwe jest wykonanie kilkunastu tysięcy cięć, oczywiście z jego odpowiednim, regularnym ostrzeniem. Praca z łańcuchami tnącymi to również łatwy i szybki serwis: ostrzenie, skrócenie czy wymiana uszkodzonego ogniwa. Prowadnice montowane w liniach manipulacji to z reguły stellitowane o podwyższonej żywotności, w tym EXPERT-LINE, charakteryzujące się najwyższą odpornością w najtrudniejszych warunkach cięcia.
-
Kleszcze zaciskowe oraz uchylne rolki w stacji LOGSTAR combi. Fot. PRINZ
-

Stacja LOGSTAR combi w linii cięcia. Fot. PRINZ
-

LOGSTAR combi w linii kapowania. Fot. PRINZ
-

LOGSTAR combi w linii manipulacji. Fot. PRINZ
-

LOGSTAR combi w linii sortowania za korowarką. Fot. PRINZ
-

Stacja umożliwia wygodne sterowanie z pulpitu. Fot. PRINZ


















Technika, technologie, nowości
Södra Wood zmienia strukturę przemysłową, aby wzmocnić konkurencyjność
Rynek produktów drzewnych


Profesjonalnie i kompleksowo – taka jest dewiza firmy Trak-Met, oferującej rozwiązania zarówno dla dużych, jak i małych przedsiębiorców w których działalności występuje pozyskiwanie tarcicy z drewna okrągłego. W swojej ofercie producent posiada przede wszystkim traki taśmowe – mobilne i stacjonarne, a także podajniki, ostrzarki pił taśmowych oraz łuparki.
Trak-Met, działający na rynku od 1997 r. jest jednym z głównych europejskich producentów pilarek taśmowych. Przedsiębiorstwo, z siedzibą w Biskupcu, ma przedstawicieli w 16 krajach. Czemu zawdzięcza sukces?
– Profesjonaliści z branży tartacznej i meblarskiej cenią sobie niezawodne maszyny, które umożliwiają bardzo precyzyjne i wydajne cięcie drewna – mówi Zbigniew Skillandat, właściciel firmy Trak-Met, produkującej traki taśmowe, które cieszą się coraz większym uznaniem zarówno w Polsce, jak i za granicą. – Nasz sukces zawdzięczamy ciągłemu rozwojowi i stosowaniu najnowszych technologii.
Własne pomysły, europejska jakość
Firma ma własny dział konstrukcyjno-technologiczny, co pozwala jej na wprowadzanie autorskich innowacji. Specjaliści wykorzystują zaawansowane narzędzia projektowania, dzięki czemu są konkurencyjni na europejskim rynku. Co ważne, maszyny Trak-Metu zawierają komponenty wyłącznie renomowanych, światowych producentów, co przekłada się na wysoki poziom bezpieczeństwa, wydajności i niezawodności.
– Dzięki innowacjom nasze traki taśmowe są doceniane nie tylko za jakość wykonania i precyzję cięcia drewna, ale za cechy coraz bardziej istotne z punktu widzenia przedsiębiorcy – podkreśla Zbigniew Skillandat. – W dobie rosnących cen energii i kosztów pracy energooszczędność i łatwość obsługi sprzętu nabierają szczególnego znaczenia w prowadzeniu działalności.
Wyznaczamy STANDARD-y
Jedną z najbardziej innowacyjnych maszyn jest przemysłowy trak taśmowy TTS-1200/60 STANDARD.
W 2019 r. został on nagrodzony Złotym Medalem na Międzynarodowych Targach Maszyn, Narzędzi i Komponentów dla Przemysłu Drzewnego i Meblarskiego DREMA. Trzy lata później, tj. w 2022 roku, otrzymał Złoty Medal i prestiżową nagrodę „Wybór Konsumentów”.
Trak TTS-1200/60 sprawdza się w obróbce dużej ilości drewna kłodowego. Zastosowano w nim taśmę tnącą, która nie wymaga walcowania. Sprzęt wydajnością i jakością piłowania nie ustępuje znacząco dużym trakom szerokotaśmowym, w których zamontowano taśmę o szerokości 100 mm, jednak koszty jego eksploatacji są dużo niższe.
Innowacje w traku
Wśród nowoczesnych rozwiązań traka TTS-1200/60 jest oryginalnie zaprojektowana osłona czołowa, która zapewnia większą sztywność głowicy tnącej. Maszyna ma także bezpaskowe koła prowadzące o średnicy 800 mm, które gwarantują długotrwałe użytkowanie brzeszczotu. Z kolei brzeszczot ma 60 mm szerokości, ostrze stellitowe i podziałką zęba co 25 mm, co zapewnia wydajność dochodzącą nawet do 40 m sześciennych drewna na 10 godzin pracy.
Dwustronne, chłodzone emulsją ślizgi prowadzące zmniejszają tarcie podczas piłowania, co wpływa na mniejszy hałas, niższe zużycie energii i wyższą prędkość skrawania.
Dokładność i wydajność
Napęd głowicy jest dwustronny i łańcuchowy, dzięki falownikowi ze sterownikiem ISP-F12 uzyskano precyzyjne pozycjonowanie. Dokładność pomiaru piłowanego drewna może wynosić nawet 0,2 mm. Wydajna hydraulika z możliwością przestawiania narzędzi ułatwia manewrowanie dużymi kłodami o wadze do 5 ton. Przesuwna, bramowa głowica tnąca oparta jest na precyzyjnie szlifowanych prętach. Operator steruje urządzeniem z wolnostojącego pulpitu, który jest zintegrowany z hydrauliką. Podtorze traka wykonano z mocnych, dwustronnie podpartych profili zamkniętych, a poprzeczne podpory zastąpiono obrabianymi na laserze CNC płytami stalowymi. To zwiększa stabilność traka i eliminuje gromadzenie się pod obrabianą kłodą trocin i kory.
Nie tylko dla tartaków
Trak-Met proponuje także sprzęt dla mniejszych firm, m.in. trak TTP 600 PREMIUM PLUS. Jest on dostępny w wersji stacjonarnej i mobilnej. Przyczepa z maszyną ma homologację na drogi Unii Europejskiej. To rozwiązanie dla przedsiębiorców, którzy zajmują się obróbką drewna także poza tartakiem.
Wersja stacjonarna sprawdzi się w zakładach przecierających kłody do 25 m sześciennych na 8 godzin.
W traku TTP 600 PREMIUM PLUS wyoblone koła prowadzące o średnicy 720 mm współpracują z taśmą tnącą o szerokości 50 mm.
Wykonanie na kołach bieżni typu PK, którą ściśle wypełnia pas wielorowkowy, zapobiega dostawaniu się trocin i żywicy między koła a pas, dodatkowo pas nie ulega zgniataniu. Osłona czołowa zwiększa sztywność głowicy tnącej, a koła prowadzące z bieżnią PK zapewniają precyzyjne ustawienie położenia piły.
Przekłada się to na dłuższy okres eksploatacji brzeszczotu. Głowica jest napędzana dwustronnie, łańcuchowo.
Trak jest wyposażony w sterownik z falownikiem, który zapewnia dokładną regulację pomiaru piłowanego drewna z precyzją do 0,2 mm. Hydraulika o dużej wydajności ułatwia manewrowanie dużymi kłodami o wadze do 4 ton. Funkcja przestawiania narzędzi hydraulicznych zapewnia elastyczność w użytkowaniu.
Wydajność i stabilność
Konstrukcja traka została zaprojektowana z myślą o wydajności i stabilności. Podtorze wykonano z masywnych i podpartych profili zamkniętych, a podpory poprzeczne wykonano z obrabianych na laserze CNC płyt stalowych. Zapewnia to stabilność, dodatkowo podczas cięcia wyeliminowano gromadzenie się trocin, kory i odłamków drewna.
– Zakup traka może być impulsem do rozwoju oferty firmy – mówi Zbigniew Skillandat. – Nasze stacjonarne i mobilne maszyny sprawdzą się nawet w niewielkich firmach. Obróbka drewna na małą skalę to szansa na dodatkowy zarobek i pomysł na biznes.
22-23 lutego w Suchym Lesie pod Poznaniem odbyły się Dni Otwarte Centrum Technologicznego SCM Group Polska. W trakcie tego wydarzenia, uczestnicy mieli okazję zapoznać się z najnowszymi osiągnięciami w dziedzinie obrabiarek drewna, technologii cięcia, okleinowania oraz maszyn stolarskich.
Wizyta w siedzibie SCM Group Polska w Suchym Lesie była dla jej klientów nie tylko przyczynkiem do obejrzenia ciekawego show roomu z maszynami w roli głównej. Przede wszystkim stanowiła okazję do bezpośrednich rozmów ze sprzedawcami oraz technikami firmy, którzy w szczegółach wyjaśniali niuanse związane z prezentowanymi technologiami. Z perspektywy naszej redakcji takie doświadczenie również jest niezwykle cenne, także pod kątem możliwości zebrania unikalnych informacji o rynku drzewnym i meblarskim.
Show Room w centrum uwagi
Wśród atrakcji czekających na gości znalazły się prezentacje najnowszych modeli maszyn, które usprawniają procesy produkcji w branży obróbki drewna. Jednym z głównych punktów programu był pokaz możliwości przemysłowej okleiniarki Stefani X, która umożliwia oklejanie wąskich płaszczyzn pod kątem 45 stopni. Ponadto, zaprezentowano model okleiniarki Olimpic 500, dedykowany dla średnich przedsiębiorstw, również posiadający tę innowacyjną funkcję.
Uczestnicy mieli okazję śledzić proces rozkroju surowca na pile panelowej Gabbiani S115, a następnie obserwować, jak elementy trafiają na różne modele okleiniarek, począwszy od mniejszych Olimpic 300, aż po przemysłową okleiniarkę Stefani.
Ponadto podczas Dni Otwartych SCM Polska zaprezentowała obróbkę płyt drewnopochodnych na zaawansowanych maszynach CNC, takich jak Morbidelli X200 i CX110. Nie zabrakło również tradycyjnych maszyn do obróbki drewna, takich jak centra obróbcze, frezarki, wyrówniarki, czy strugarki.
Oferta partnerów
Aby zapewnić pełen wgląd w proces produkcji mebli, SCM Polska zaprosiła do udziału firmy partnerskie, takie jak REHAU, LCM, Jowat i wiele innych. Ponadto, eksperci z PKO Leasing byli dostępni na miejscu, aby przedstawić atrakcyjne oferty finansowania inwestycji. Firma LignumSoft zaprezentowała swoje intuicyjne, modułowe oprogramowanie do zarządzania projektowaniem, produkcją oraz sprzedażą mebli.
Wśród innych partnerów wydarzenia warto wymienić ITA TOOLS, które zademonstrowało swoje innowacyjne narzędzia, oraz Imas, specjalizujące się w rozwiązaniach z zakresu instalacji odpylania.
Dni Otwarte SCM Polska to nie tylko prezentacje maszyn, ale także okazja do nawiązania bezpośrednich kontaktów handlowych oraz zdobycia wiedzy na temat najnowszych trendów w branży.
DNA SCM Group Polska
Podczas naszego pobytu w siedzibie firmy gościł nas Andrea Santi, członek zarządu i dyrektor SCM Group Polska, który działa w firmie SCM od 11 lat. Jak mówi, przez ten czas w polskim oddziale przedsiębiorstwa zaszły znaczące zmiany, chociażby pod względem rozbudowy sprzedaży, czy zaplecza serwisowego.
W ciągu ostatnich pięciu lat polski rynek stał się dla Grupy SCM jednym z czołowych odbiorców technologii obróbki drewna i produkcji mebli, zarówno w zakresie małych firm, jak i odbiorców przemysłowych, produkujących na dużą skalę. Jak wynika z doświadczenia firmy – struktura jej odbiorców w Polsce cały czas ewoluuje. – Przez ostatnie lata przybyło nam bardzo dużo klientów chociażby z branży producentów stolarki otworowej (okna i drzwi), a także producentów domów drewnianych. Jest tam bardzo duży potencjał, ponieważ do tej pory były to małe firmy, gdzie większość pracy wykonywana była ręcznie lub za pomocą maszyn używanych. Konkurencja na rynkach zagranicznych przyniosła trend zmierzający do automatyzacji za pomocą nowoczesnych maszyn – mówi Adrea Santi.
Nie da się ukryć, że branża meblarska w Polsce, po czasie dynamicznych wzrostów w latach 2021-2022 boryka się ze spadkami. Niemniej jednak, jak przyznaje Santi, wśród klientów SCM Group Polska są przedsiębiorstwa, które radzą sobie nawet lepiej niż we wspomnianym okresie hossy. Jest to uzależnione od rynku na jakim działają, gdzie eksportują.
Niezależnie od profilu firmy oraz jej kondycji – rynek wyczuwalnie wywiera presję na ceny oferowane przez producentów maszyn. Dlatego od ponad dwóch lat SCM Group proponuje te same cenniki dla rynku polskiego, mimo inflacji oraz innych czynników uzasadniających ewentualne podwyżki.
Dzięki takiej elastyczności firma bierze udział w wielu ciekawych projektach. – Mogę wspomnieć, że obecnie realizujemy duży projekt dla dużego producenta drzwi. Wg założeń powinien on się zakończyć uruchomieniem całego parku maszynowego do końca br. – mówi Santi. Firma jest w stanie realizować różnej wielkości projekty, również te bardzo zaawansowane, dzięki wsparciu zaawansowanego działu konstrukcyjnego we Włoszech. – Mamy wysokiej jakości techników i jesteśmy w stanie szybko reagować na całym świecie. – dodaje.
Dni Otwarte w siedzibie SCM Group Polska były momentem na odświeżenie wiedzy oraz kontaktów i po tej wizycie pozostało pozytywne wrażenie. Należy jednak wspomnieć, że show room w Suchym Lesie jest otwarty dla klientów przez cały rok.

www.scmwood.com
+48 61 651 47 95
Technika, technologie, nowości
Efektywne zarządzanie produkcją okien i drzwi za pomocą profesjonalnego narzędzia informatycznego
Oprogramowanie
FenOffice od firmy Prologic to nie tylko kolejne oprogramowanie do zarządzania produkcją. To centralna oś, której używają zakłady produkcyjne do sterowania swoimi procesami. Niezależnie, czy tworzysz okna czy drzwi, FenOffice jest kluczowym narzędziem, które ułatwia zarządzanie każdym aspektem Twojej działalności.
Ogłoszenie tego, że „Wydajna obsługa klienta jest centrum prowadzenia zakładu”, z pewnością zyskuje na znaczeniu w świetle rosnących oczekiwań klientów i konkurencji na rynku. Dlatego FenOffice stawia nacisk na obsługę klienta, oferując obszerny program zarządzania i konstrukcyjny, który jest przyjazny dla użytkownika.
Składający się z różnorodnych modułów FenOffice wspiera użytkownika na każdym etapie codziennej pracy w zakładzie. Pozwala na opracowywanie bazy adresów, artykułów i projektów, a także umożliwia łatwe zarządzanie informacjami zakładowymi. Bezproblemowo można rejestrować nowe dane klientów, aktualizować adresy i wartości artykułów oraz usuwać przestarzałe dane.
Dzięki pełnej integracji procesów od oferty do produkcji, FenOffice umożliwia płynne zarządzanie wszystkimi etapami w jednym oprogramowaniu. Moduły analizy ilości, statystyki projektów, księgi kasowe oraz przebiegu płatności dają użytkownikowi kompleksowy wgląd w działalność zakładu.
Analiza ilości umożliwia zestawienie wszystkich materiałów zleceń produkcyjnych, natomiast statystyka projektów przedstawia istotne informacje w formie graficznej, ułatwiając zarządzanie produkcją. Księgi kasowe oraz przebieg płatności zapewniają rzetelne przedstawienie przychodów i rozchodów, automatycznie uwzględniając kwoty skonto przy generowaniu przekazów płatniczych.
FenOffice z bliska
Konstruowanie okien i drzwi to sztuka projektowania i kształtowania, która wymaga precyzji i elastyczności. W tej dziedzinie kluczowe jest posiadanie narzędzi, które pozwalają na swobodną realizację pomysłów i dostosowanie się do różnorodnych potrzeb klientów. FenOffice, innowacyjny program konstrukcyjny z rodziny FenOffice, to właśnie taki instrument, który uniezależnia użytkownika od systemów profili i ich specyfiki, oferując nieograniczone możliwości projektowania.
Niezależnie od tego, czy projektujemy okno IV czy PSK, FenOffice umożliwia konstruowanie okien i drzwi każdej wielkości i kształtu zgodnie ze skalą. Realistyczne przedstawienie kolorów i usłojenia, możliwość różnego przyporządkowania i rysowania elementów, takich jak słupki, ślemiona i szprosy, oraz swobodna konfiguracja pod dowolnie wybranym kątem, to tylko niektóre z funkcji, które sprawiają, że FenOffice jest niezastąpionym narzędziem dla projektantów stolarki otworowej.
Jedną z kluczowych zalet programu jest możliwość zarządzania i konstrukcyjnego wykorzystywania okuć i szkła. FenOffice pozwala na przypisywanie symboli różnym garniturom, oznaczanie niestandardowych skrzydeł, określanie i rozbudowę list rodzajów szkła. Dodatkowo, kalkulacja ceny może odbywać się według cennika, stałej ceny lub ceny minimalnej, dając użytkownikowi pełną kontrolę nad kosztami produkcji.
Dzięki FenOffice projektowanie nowych okien i drzwi staje się proste i intuicyjne. Standardowe wartości obliczeń i preferowane materiały pozwalają na szybką konstrukcję, a wszystkie ustawienia domyślne można łatwo dostosować do własnych potrzeb. Program umożliwia również płynne przełączanie się między widokiem od wewnątrz i od zewnątrz, co pozwala na kompleksową analizę projektu.
Kolejną zaletą FenOffice jest szybki dostęp do podstawowych danych, co pozwala na płynne generowanie kalkulacji.
Program pozwala na precyzyjne określenie ceny pozycji na podstawie mnożników, takich jak zapotrzebowanie materiału, czasy produkcji i narzuty kosztów zakładowych, przy zachowaniu możliwości edycji w każdym momencie.
Dodatkowo, FenOffice umożliwia tworzenie formularzy i list dla produkcji, co ułatwia organizację pracy i zarządzanie danymi istotnymi dla produkcji. Program pozwala również na sterowanie maszynami poprzez dane produkcyjne, co przyspiesza i usprawnia proces produkcyjny.
Wreszcie, FenOffice automatycznie tworzy zwymiarowane rysunki, co pozwala na precyzyjne przedstawienie projektu pod względem wysokości, szerokości oraz detali. Dzięki temu użytkownik może łatwo zweryfikować projekt i przekazać go do produkcji.
Program pozwala na precyzyjne określenie ceny pozycji na podstawie mnożników, takich jak zapotrzebowanie materiału, czasy produkcji i narzuty kosztów zakładowych, przy zachowaniu możliwości edycji w każdym momencie.
Dodatkowo, FenOffice umożliwia tworzenie formularzy i list dla produkcji, co ułatwia organizację pracy i zarządzanie danymi istotnymi dla produkcji. Program pozwala również na sterowanie maszynami poprzez dane produkcyjne, co przyspiesza i usprawnia proces produkcyjny.
Wreszcie, FenOffice automatycznie tworzy zwymiarowane rysunki, co pozwala na precyzyjne przedstawienie projektu pod względem wysokości, szerokości oraz detali. Dzięki temu użytkownik może łatwo zweryfikować projekt i przekazać go do produkcji.
Zarządzanie czasem
Efektywne zarządzanie czasem to kluczowy element sprawnego funkcjonowania każdego zakładu produkcyjnego. Wychodząc naprzeciw potrzebom branży, firma ProLogic wprowadza FenTime – innowacyjne narzędzie, które umożliwia precyzyjną rejestrację czasu produkcji oraz jego analizę, co przekłada się na zwiększenie wydajności i optymalizację kosztów.
Czasy zbierane na produkcji można w programie wprowadzać ręcznie, jednak FenTime oferuje alternatywną i bardziej efektywną metodę. Pracownicy mogą bezpośrednio rejestrować czasy przy pomocy komputerów bazujących na systemie Windows®, skanerów kodów kreskowych lub aplikacji FenTools. Dzięki temu proces rejestracji staje się szybszy i bardziej precyzyjny, co eliminuje ryzyko błędów i zapewnia dokładne odzwierciedlenie rzeczywistego czasu pracy.
Jedną z zalet FenTime jest możliwość rejestracji czasów produkcji poprzez terminale. Po wyborze pracownika, procesu i miejsca kosztów można rozpocząć, przerwać lub zakończyć trwającą czynność, co pozwala na elastyczne zarządzanie czasem i środkami produkcyjnymi.
Dodatkowo, rejestracja czasów na spersonalizowanych skanerach kodów kreskowych lub smartfonach za pomocą aplikacji FenTools sprawia, że proces jest jeszcze bardziej intuicyjny i wygodny dla pracowników.
Dzięki integracji z całą paletą produktów FenOffice, FenTime zapewnia płynne przejęcie danych dotyczących pracowników, miejsc kosztów i procesów bezpośrednio i bez zbędnych połączeń. Zarejestrowane czasy automatycznie zapisują się w bazie FenOffice, eliminując konieczność stosowania procedur importu lub eksportu.
Ponadto, FenTime umożliwia zestawienie faktycznych kosztów materiałów z ich skalkulowanymi kosztami, co pozwala na dokładne monitorowanie wydatków związanych z produkcją. W połączeniu z opcjonalnym modułem „Finanse”, FenTime pozwala na bezpośrednie uwzględnienie faktur dostawców w kalkulacji powykonawczej, co jeszcze bardziej usprawnia proces zarządzania kosztami.
Do pracy zdalnej
W erze cyfrowej, szybkość i łatwość dostępu do informacji stają się kluczowe dla sprawnego funkcjonowania firm. Wychodząc naprzeciw potrzebom współczesnych przedsiębiorstw, firma ProLogic wprowadza FenTools – innowacyjną mobilną aplikację, która zmienia sposób pracy zdalnej i umożliwia efektywne zarządzanie danymi bez względu na lokalizację.
FenTools to mobilne narzędzie stworzone dla pracowników poza biurem, zapewniające bezpośredni i obszerny dostęp do systemu FenOffice. Dzięki aplikacji pracownicy zewnętrzni mają możliwość szybkiego i wygodnego dostępu do aktualnej bazy danych, co przekłada się na znaczną oszczędność czasu i zwiększenie efektywności pracy.
Niezwykłą zaletą FenTools jest możliwość synchronizacji danych w czasie rzeczywistym. Dotąd zbieranie informacji na spotkaniach i wprowadzanie ich ręcznie do systemu wymagało czasu i wysiłku. Teraz wystarczy jedno kliknięcie klawisza „synchronizuj”, aby dane znalazły się już w systemie, co sprawia, że proces jest znacznie szybszy i bardziej efektywny.
Aplikacja FenTools stanowi również wartość dodaną dla małych i średnich firm, umożliwiając pracownikom stały dostęp do aktualnych danych FenOffice i niezależność od biura.
Podczas każdej rozmowy z klientem pracownicy są optymalnie przygotowani, dzięki dostępowi do wszystkich informacji dotyczących klienta i jego projektów. Dodatkowo, dzięki funkcji wyszukiwania, praca z danymi staje się jeszcze bardziej efektywna i wydajna.
FenTools umożliwia również przesyłanie danych pomiarów bezpośrednio z budowy do systemu oraz udostępnianie informacji bezpośrednio współpracownikom.
Dzięki funkcji notatek możliwa jest bezproblemowa wymiana tekstów i obrazów pomiędzy FenOffice i FenTools, co zapewnia płynną komunikację i błyskawiczne udostępnianie informacji.
Pierwszym krokiem w drodze do bezpapierowego biura jest wykorzystanie aplikacji FenTools. Dzięki niej praca zdalna staje się prostsza, szybsza i bardziej efektywna, a firma FenOffice kontynuuje swoją misję dostarczania innowacyjnych rozwiązań, które wspierają rozwój współczesnych przedsiębiorstw.
Bezpośrednio z produkcji
FenProd to innowacyjne i bezpapierowe narzędzie stworzone z myślą o efektywnej produkcji. Rozwiązanie to wykorzystuje zaawansowane technologie, aby usprawnić procesy produkcyjne oraz zapewnić szybki dostęp do niezbędnych informacji, dbając jednocześnie o optymalne wykorzystanie zasobów. Dzięki FenProd, etapy produkcji okien drewnianych, drewniano-aluminiowych i PVC stają się bardziej zorganizowane i efektywne. Wychodząc od etapów konstrukcyjnych, FenProd udostępnia standardowe stanowiska robocze, które umożliwiają łatwe zarządzanie procesem produkcyjnym.
Centralnym punktem sterowania produkcją jest stanowisko kierownika, gdzie planowane są zlecenia, optymalizowana jest kolejność produkcji, a także monitorowane jest obciążenie produkcji. Dzięki temu, kierownik ma szybki podgląd na postęp prac oraz może podejmować decyzje w oparciu o aktualne informacje.
Rejestracja wykonanych elementów na stanowiskach roboczych umożliwia kierownikowi śledzenie postępu produkcji w czasie rzeczywistym. Ponadto, dane przekazywane są również do systemu FenOffice, co zapewnia kompleksową synchronizację informacji pomiędzy różnymi etapami procesu produkcyjnego.
FenProd umożliwia również szybkie wprowadzanie zmian w zleceniach produkcyjnych, co jest niezbędne w dynamicznym środowisku produkcyjnym. Ponowne przekazanie danych zlecenia do FenProd eliminuje potrzebę zbierania i wymiany dokumentów produkcyjnych na wszystkich stanowiskach roboczych, co przyspiesza proces produkcji oraz redukuje ryzyko pomyłek.
Platforma sprzedaży online
FenShop to innowacyjne narzędzie stworzone z myślą o prezentacji oraz sprzedaży produktów na stronach internetowych. Niezależnie od klienta czy to zarejestrowanego użytkownika czy gościa, proces rejestracji pozycji odbywa się prosto i intuicyjnie, dzięki zastosowaniu nowoczesnych rozwiązań technologicznych.
Nowoczesne środki sprzedaży i prezentacja produktów online zyskują coraz większą popularność, a FenShop staje się nieodłączną częścią tego trendu. Dzięki przejrzystemu konfiguratorowi, odwiedzający stronę mogą łatwo wybrać konstrukcję okna lub drzwi, wprowadzić odpowiednie wymiary i zapisać wybrane pozycje w koszyku.
Po zakończeniu wyboru, klient ma możliwość przesłania koszyka do producenta. Cały proces odbywa się szybko i sprawnie, a użytkownik może zdecydować, czy chce korzystać z funkcji gościa czy zalogować się na swoje konto. Dodatkowo, w FenShop istnieje opcja wyceny wybranych pozycji, co umożliwia klientom uzyskanie orientacyjnej ceny produktów przed dokonaniem zakupu.
Warto zaznaczyć, że ceny produktów w FenShop są zawsze aktualne, ponieważ system automatycznie pobiera informacje z zdefiniowanych w FenOffice cenników i dopłat. Dzięki temu, klient otrzymuje rzetelną wycenę, która jest aktualizowana w czasie rzeczywistym przy każdej zmianie parametrów produktu.
-

 Aktualności1 tydzień temu
Aktualności1 tydzień temuKoniec z „bezcłowym” importem rosyjskich produktów drzewnych przez Kazachstan i Turcję?
-

 Wydarzenia1 tydzień temu
Wydarzenia1 tydzień temuEuropejski przemysł drzewny domaga się zmian w rozporządzeniu EUDR
-

 Aktualności1 tydzień temu
Aktualności1 tydzień temuPierwszy punkt zbiórki materiałów do recyklingu
-

 Wydarzenia1 tydzień temu
Wydarzenia1 tydzień temuJuż w maju spotkamy się na targach we Włoszech
-

 Wydarzenia1 tydzień temu
Wydarzenia1 tydzień temuDrewno to nie jest uciążliwym odpadem
-

 Aktualności1 tydzień temu
Aktualności1 tydzień temuZmiana terminu i synergia między projektami pozwoliły wrócić na drogę świetności
-

 Przegląd Meblarski3 dni temu
Przegląd Meblarski3 dni temuStawiają na nowoczesne systemy lakiernicze na rzecz zrównoważonej przyszłości
Komentarze