Technika, technologie, nowości
Nowa technologia pozwala rozwinąć skrzydła
Windorflex – centrum obróbcze SCM do produkcji okien i drzwi
Mieliśmy zaszczyt uczestniczyć w premierze nowej technologii Windorflex w siedzibie głównej firmy SCM w Rimini. Wizyta była bardzo ciekawa, a to za sprawą dokładnej analizy urządzenia oraz długich rozmów ze specjalistami. Nowa maszyna wyznacza przyszłość w produkcji okien. To innowacyjne i zaawansowane technologicznie urządzenie pozwala na wytwarzanie drewnianych ram okiennych, bez względu na ich rodzaj, jak również drzwi.
Centrum umożliwia czopowanie, profilowanie, wiercenie i frezowanie. Pracuje w pełni automatycznie oraz posiada opcje podawania i odbioru materiału, także z udziałem robota. Przemyślane funkcje pozwalają skrócić procesy, zaoszczędzić czas i energię, a tym samym zmniejszyć koszty produkcyjne. Maszyna może pracować z prędkością nawet 17 m/min, zapewniając doskonałą jakość produkowanych surowych elementów. Nabywca nie musi martwić się oprogramowaniem, bowiem to specjalnie przygotowane przez SCM jest kompatybilne z dowolnym software na rynku. Ciekawostką jest fakt, że urządzenie powstało najpierw w wersji wirtualnej, którą poddano wielu testom jeszcze przed budową prototypu. Firma udowadnia, że trzyma rękę na pulsie i nieustannie dąży w kierunku zaawansowanego rozwoju.

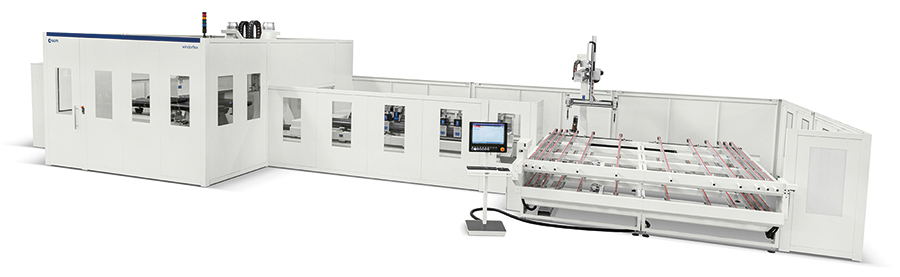
Najnowsze centrum marki SCM do produkcji okien i drzwi Windorflex. Fot. SCM
Technologia ciągle ewoluuje
SCM posiada pełną gamę rozwiązań do produkcji drzwi i okien, jednak najnowsze urządzenie to prawdziwy przełom. Windorflex ma premierę w 70. rocznicę działalności firmy. Przeglądając historię przedsiębiorstwa i porównując urządzenia, widać jak bardzo idzie ono z duchem czasu.
Nowa technologia pozwala na optymalizację produkcji poprzez zachowanie wysokiej elastyczności i doskonałego wykończenia. To automatyczne centrum zaprojektowano tak, aby można było wykonać na jednym urządzeniu niezbędne operacje związane z produkcją okien i drzwi. Tym, co wyróżnia tę maszynę, jest sztywna konstrukcja ramowa, która pozwala na osiągnięcie dużych prędkości pracy przy zachowaniu najlepszej dokładności. Centrum można wyposażyć w dwa mocne, 4- i 5-osiowe wrzeciona oraz innowacyjny stół roboczy.
Windorflex posiada komfortowe rozwiązanie do ładowania i rozładowywania – może to być transporter załadunkowy i rozładunkowy lub antropomorficzny robot, który przenosi nieobrobione i obrobione elementy pomiędzy wózkami a maszyną. Urządzenie zapewnia pełną kompatybilność z oprogramowaniem dowolnego typu, dostępnym na rynku. System Maestro pomaga rozwiązać problemy przy skomplikowanej produkcji, zmniejsza ryzyko wystąpienia nieprzewidzianych sytuacji i usprawnia produkcję także małych serii.
Rozwiązanie dla przyszłościowej produkcji
Nowy Windorflex to technologia, która przekłada się na szereg korzyści. Automatyczny stół roboczy posiada zaciski do właściwego utrzymania kantówki i w sekwencji można na nim obrabiać od 1 do 4 elementów. To innowacyjne rozwiązanie przekłada się na wysoką produktywność. Ze względu na to, że zmiana ustawienia elementu odbywa się automatycznie, bez potrzeby dodatkowych operacji, możemy mieć pewność otrzymania doskonałej jakości wykończenia. Automatyczne załadowywanie i rozładowywanie sprawia, że maszyna pracuje autonomicznie, bez pomocy operatora, a tym samym bardzo wydajnie.
Jest to technologia, na której można polegać – możliwość konfiguracji wraz z wrzecionami 4-, i 5-osiowymi pozwala na precyzyjną pracę i uzyskanie doskonałych efektów w produkcji okien. Tym, co przemawia za centrum, są także jego moc i praca bez najmniejszych wibracji przy dużych prędkościach (dzięki sztywnej konstrukcji). Maszyna cechuje się łatwą obsługą ze względu na opracowane dla niej oprogramowanie o nazwie Maestro, które pomaga zoptymalizować pracę.
Nowe spojrzenie na potrzeby produkcyjne
– Opracowując koncepcję Windorflex, uważnie obserwowaliśmy rynek, próbując zrozumieć ewolucję tego sektora – wyjaśnia Walter Biagi, menedżer SCM zajmujący się sektorem centrów CNC do litego drewna oraz systemów dla okien i drzwi. – Dzięki naszemu doświadczeniu i codziennym rozmowom z klientami mogliśmy zbadać trendy na rynku odbiorców. Przyjrzeliśmy się im jeszcze bardziej niż trendom własnego sektora. Nasz biznes jest uzależniony od biznesu klientów i to na nich musimy zwracać szczególną uwagę.
















Jak wyjaśnia Walter Biagi, na obecne trendy wpłynęły zmiany na przestrzeni ostatnich lat. Zmieniły się wymagania odbiorcy, produkty, czyli technologia. W dzisiejszych czasach design i ekologia to dwa główne trendy określające produkcję okien drewnianych. Pierwszy dyktuje jakość wykończenia i kształt okien, a drugi dotyczy przede wszystkim sposobu ich produkcji.
– Okno to nie jest prosta konstrukcja – dodaje Walter Biagi. – Uległo ono dużym zmianom, zwłaszcza na przestrzeni ostatnich 10 lat. Wcześniej okno służyło do podziału pomiędzy wnętrzem domu a światem zewnętrznym. Miało znaczenie wyłącznie funkcjonalne. Dziś musi sprostać wymaganiom wystroju wnętrz. Pierwszą osobą decydującą o trendach jest designer projektujący budynek, a następnie odbiorcy maszyn, którzy muszą sprostać tym potrzebom. Poza produktem zmieniła się także produkcja. Wpłynęło na to wiele sytuacji, np. duże spadki zanotowane w latach 2008 i 2010. Przeanalizowaliśmy dane i pojawiające się potrzeby. Dziś widzimy, że odbiorca maszyn może mieć różne wymagania i musi spełnić inne potrzeby klientów. Obecnie, jeśli fabryka dostaje duże zamówienia, to i tak są one często dzielone między różne mniejsze zlecenia na poszczególne typy okien. Nie mówimy już o masowej produkcji, ale o mniejszych seriach. Użytkownicy maszyn mają coraz to nowe potrzeby i wymagania, a także zmienili się ich odbiorcy końcowi. Jak widać, rynek szybko się ewaluuje, zatem rozwiązania też powinny być szybkie. Na tej podstawie opracowaliśmy technologię, dzięki której producenci okien też mogą działać szybko. Dlatego też w tym przypadku używamy metafory „silnego orła, który rozpościera swoje skrzydła” i porównujemy go do odbiorców, którzy mogą bez problemu odpowiadać na potrzeby rynku.
Jedna koncepcja, wiele maszyn
Jest to seria maszyn, które mogą być odpowiednio dopasowane zarówno do większych, jak i mniejszych wymagań produkcyjnych, w tym zamówień niskoseryjnych.
– Windorflex to nie jest jedno urządzenie, tylko seria solidnych maszyn, idealnych do produkcji stolarki otworowej. Pamiętajmy, że czasem komponenty okienne mogą mieć nawet 6 m i być ważnym elementem konstrukcji całego budynku – dodaje menedżer.
W zakresie wykonania okien drewnianych poziom postrzeganej jakości wykończenia systematycznie rośnie. Dlatego, aby zoptymalizować tempo produkcji i elastyczność, należy zwrócić szczególną uwagę na cechy konstrukcyjne maszyny.
– Urządzenia mogą mieć różne długości obróbcze – od 3,5 m i 4,5 m, aż do 6 m. Możemy na nich osiągnąć wysokie prędkości – nawet 17 m/min. Warto dodać, że sama maszyna to tylko jedna strona takiej zaawansowanej produkcji. Ważne są także odpowiednie narzędzia, które są dostosowane do tak intensywnej pracy oraz odpowiednie oprogramowanie. Windorflex to kompletne rozwiązanie, gotowe, by spełnić oczekiwania związane z aktualną produkcją. Zapewnia dokładność, ma dwa równorzędne, 4- i 5-osiowe elektrowrzeciona, a także sprytne rozwiązania rozładunku i załadunku. Nie bez znaczenia jest kompatybilne oprogramowanie, które można podłączyć do istniejącego systemu u klienta i dokonać przesyłu tylko niezbędnych danych, które są potrzebne do danej produkcji – mówi Walter Biagi.
Solidna konstrukcja to dokładna obróbka
Windorflex ma sztywną konstrukcję bramową, która umożliwia wysokie prędkości obróbki przy jednoczesnym zapewnieniu najlepszej dokładności. Nie trzeba obawiać się wibracji. Strefa robocza znajduje się w kabinie, gwarantując bezpieczeństwo operatorowi oraz brak kontaktu z pyłem i wiórami. Opcjonalnie w kabinie można zabudować nawet całą maszynę, a także dodać wyciszenie akustycznym.
Pracujące wymiennie dwa elektrowrzeciona
– Zastosowane wrzeciona to innowacja, którą wprowadzamy na rynek – informuje menedżer. – Bardzo ważne jest to, że są one wymienialne – każde z nich może wykonywać główne i te same operacje, mają taką samą moc.
Dzięki temu, że centrum pozwala na naprzemienne użycie dwóch jednostek frezujących, skraca się dzięki temu czas cyklu. Podczas gdy jedna jednostka pracuje, druga wykonuje wymianę narzędzia w tym samym czasie.
Dwie konfigurowalne jednostki obróbcze o mocy od 20 do 30 kW to pewność pracy oraz gwarancja wykonania na urządzeniu niezbędnych operacji frezowania i wiercenia dla kompletnej produkcji okna. Znajdziemy tu uchwyt narzędziowy HSK 63F plus HSK 63E, a także 3-pozycyjny, pneumatyczny system odciągu, który transportuje wióry do 4 okapów wyciągowych podłączonych do wyciągu głównego.
Dwa magazynki narzędzi zapewniają elastyczność pracy
– Kolejną zaletą jest także łatwiejsze rozwiązanie dla zarządzania narzędziami – oznajmia Walter Biagi. – Nie trzeba mieć osobnych narzędzi w innych miejscach dla poszczególnych wrzecion. Maszyna sama sczytuje co jest potrzebne i zakłada odpowiednie narzędzie na odpowiednie wrzeciono pod konkretną operację.
Może być dostarczona z dwoma, 48-pozycyjnymi magazynkami, zakotwiczonymi na konstrukcji bramowej, które zostały specjalnie zaprojektowane do przechowywania narzędzi do produkcji drzwi i okien.
Trzykrotnie szybsza wymiana narzędzia
Zastosowanie dwóch magazynków jest bardzo korzystne czasowo. Gdy jeden jest gotowy na odbiór narzędzia, to drugi w tym czasie przygotowuje się na podanie nowego (cała wymiana jest skrócona do minimum).
– Mamy tu do czynienia z sytuacją, że maszyna zmienia pierwsze wolne narzędzie. Dzięki takiej budowie urządzenia wymiana narzędzia jest szybsza i trwa 5 – 6 sekund w porównaniu do ok. 16 – 18 sekund na standardowym centrum – wyjaśnia menedżer.
Stół obróbczy także oszczędza energię
Windorflex cechuje również innowacyjny, automatyczny stół roboczy, który jest wyposażony w zaciski do stałego przytrzymywania obrabianych elementów. Na stole możliwa jest sekwencyjna obróbka od 1 do 4 detali. Modułowość stołu roboczego umożliwia zarządzanie trzema długościami obrabianych elementów: 3500, 4500 i 6000 mm. Repozycjonowanie obrabianego przedmiotu, z obróbki wewnętrznej strony na zewnętrzną, odbywa się bezpośrednio między zaciskami, bez konieczności stosowania dodatkowych urządzeń. Pozwala to zapewnić doskonałą jakość wykończenia i wyeliminować ewentualne błędy. Zaciski poruszają się za pomocą zębatkowej przekładni bezpośredniej i posiadają niezależne jednostki napędowe. Zaciski strony załadowczej są wyposażone w ograniczniki odniesienia dla prawidłowego wyrównania przedmiotu obrabianego na stole roboczym. Każdy zacisk pokryty jest gumą dla zagwarantowania idealnego przytrzymania i jednocześnie uniknięcia ryzyka uszkodzenia elementu. Utrzymanie elementu odbywa się za pomocą pneumatycznego systemu z regulowanym ciśnieniem, kontrolowanym przez maszynę.
– Dodatkową zaletą jest sposób pracy zacisków – dodaje Walter Biagi. – Podczas otwierania zacisk unosi się tylko kilka milimetrów powyżej powierzchni przytrzymywanego elementu. Nie otwiera się całkowicie, jak ma to miejsce w przypadku standardowych rozwiązań. Oznacza to, że zacisk nie wykonuje pełnego ruchu otwarcia, a jedynie minimalnie – na tyle, by uwolnić element, ale nie tracąc czasu i energii na zbędne operacje, których można uniknąć.
Dwa automatyczne stoły lub robot podawczo-odbiorczy
Mamy tu do czynienia z automatycznymi systemami załadunku i rozładunku elementów, które umożliwiają maszynie autonomiczną pracę, bez ciągłego udziału operatora. Systemy te są dostępne w dwóch rozwiązaniach: z transporterem załadunkowo-rozładunkowym i robotem antropomorficznym, który przenosi surowe i obrobione elementy pomiędzy maszyną a specjalnymi wózkami.
– Firmy szukają rozwiązań, które zwiększają efektywność produkcji, dzięki którym pracownik nie będzie stał przed maszyną i patrzył jak pracuje, tylko może wykonywać inne czynności – tłumaczy menedżer. – Za sprawą Windorflex operator może założyć surowy materiał na wózki, podsunąć je pod maszynę i odebrać wózek z gotowymi elementami. Wszystkie operacje odbywają się samodzielnie wewnątrz maszyny.
Automatyczne ładowanie i rozładowywanie to kolejna funkcja, która wpływa na kompletność procesu pracy maszyny. Rozwiązanie eliminuje potrzebę interwencji operatora podczas ładowania i rozładowywania.
Maszyna, którą obejrzeliśmy w Rimini podczas pracy, wyposażona była w transporter z systemem zabieraków. Dla elementów do szerokości 60 mm można umieścić na transporterze załadunkowym do 27 komponentów, 54 w parach. Wyposażona jest ona w czytnik kodów kreskowych, co pozwala łatwo i szybko sczytać elementy przypisane do danych serii produkcyjnych. Dla uniknięcia błędu wymiary elementu (długość, szerokość i grubość) są mierzone przez specjalny laser na przenośniku załadunkowym. Precyzję w trakcie pozycjonowania elementu zapewniają podłużne i boczne ograniczniki referencyjne. Urządzenie manipulujące automatycznie pobiera surowe elementy z przenośnika i kładzie je na stół obróbczy. Urządzenie to jest wyposażone w odpowiednie ruchome zaciski i może obsługiwać elementy maksymalnie do 50 kg wagi. Proces kończy się rozładunkiem prowadzonym przez tę samą jednostkę – z tą różnicą, że elementy układane są na przenośniku odbiorczym, który znajduje się poniżej strefy załadunku.
Mieliśmy także okazję zobaczyć Windorflex z robotem. W tym przypadku ramię robota odbiera surowe elementy z wózka i układa na maszynie, a następnie podaje gotowe na inny wózek. Jedynym zadaniem operatora jest podawanie i odbiór wózków.
Software bardziej przyjazny niż myślisz
Oprogramowanie do okien Maestro, opracowane specjalnie do sterowania i programowania systemu Windorflex, jest w stanie sprostać wymaganiom związanym z produkcją okien i drzwi, również dzięki Maestro connect, systemowi SCM IoT.
– Często mówimy o przemyśle 4.0. Pamiętajmy, że to nie jest tylko sama maszyna podłączona do Internetu, ale rozwiązanie, które pozwala klientowi na mądre zarządzanie – oznajmia Walter Biagi. – Wraz z premierowym Windorflex, przygotowaliśmy oprogramowanie o nazwie Maestro active windoor, które się sprawdza. Warto zaznaczyć, że maszyna dobrze komunikuje się z każdym rozwiązaniem dostępnym na rynku. Sama pobiera dane, a reszta – np. ruchy narzędzia – jest opracowana w maszynie. Dzięki temu u klienta w zakładzie odbywa się przesył tylko najważniejszych informacji z biura do maszyny – takich jak rozmiary czy typ okna, bez potrzeby specjalnego programowania. To działa na korzyść wszystkich. Można to porównać do działania translatora. To jest także bezpieczeństwo dla nas, bo jeśli dostawca oprogramowania coś źle zaprojektuje, to pojawia się problem w maszynie. W tym przypadku wiemy, że wszystko jest zaprogramowane tak, jak powinno.
System Maestro to cyfrowe oprogramowanie typu „smart” z algorytmami, które pozwalają uzyskać najlepsze rezultaty. Zostało stworzone w celu usprawnienia produktywności w zakładach produkcyjnych. Rozwiązanie jest łatwe w użyciu i nie sprawia problemu operatorom. Można je z łatwością zintegrować z istniejącym oprogramowaniem w zakładzie. Redukuje również do zera ryzyko wystąpienia błędu.
Innowacyjny interfejs pozwala na tworzenie konfigurowalnych raportów według operatora, zmiany, programu i planu produkcji, a także monitorowanie, optymalizowanie i poprawę wydajności produkcji. Również na tworzenie wielu użytkowników o różnych rolach i uprawnieniach (np.: operator, opiekun, administrator). Każdy z nich może wykonywać tylko te funkcje, których uprawnienia zostały mu przypisane. Możliwe jest również zdefiniowanie pracy zmiany na maszynie, a następnie wykrywanie czynności, produktywności i zdarzeń, które miały miejsce podczas każdej zmiany. Nowy, aktywny system określania trwałości narzędzia wysyła powiadomienia, gdy nadchodzi czas jego wymiany. System wykrywa i wyświetla alarmy oraz ostrzeżenia i zarządza stanem maszyny.
Do obsługi przygotowano wygodny panel dotykowy eye-M, który cechuje się łatwością obsługi, komfortową nawigacją i dużym wyświetlaczem 21.5” oraz ekranem MultiTouch.
Windorflex już działa u klientów
– Nasze najnowsze rozwiązanie jest już dostępne. Trzy urządzenia zostały dostarczone do odbiorców, czwarte będzie gotowe w listopadzie – wyjaśnia menedżer. – Pierwsi odbiorcy są bardzo zadowoleni, szczególnie z protokołu przesyłu danych oraz łatwości, z jaką następuje całe programowanie.
Firma SCM w kolejnym roku planuje wyprodukować dziesięć urządzeń, a docelowo około dwudziestu.

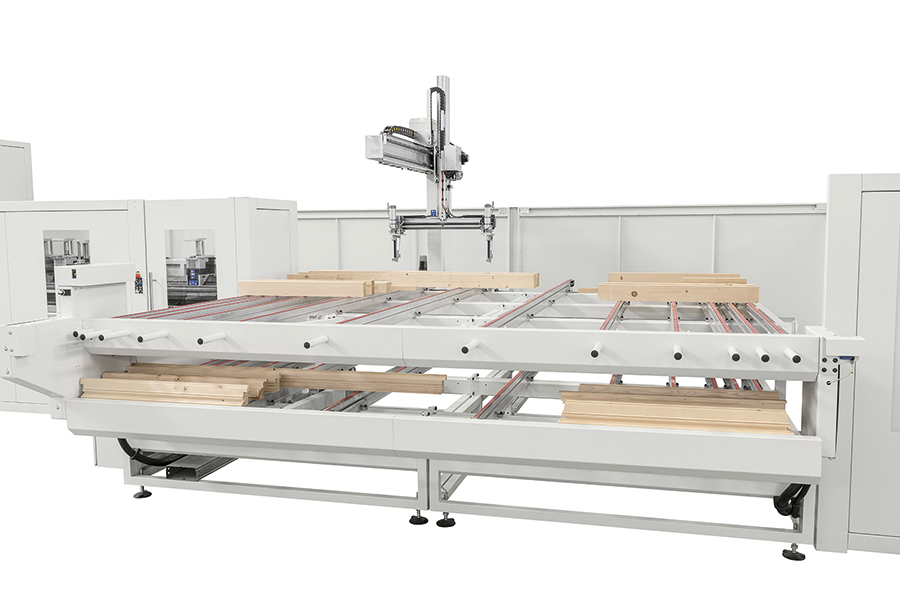
Bardzo interesujące rozwiązanie podająco-odbierające: transporter załadunkowy i rozładunkowy. Fot. SCM
Wirtualna produkcja maszyn
Do powstania maszyny Windorflex w dużej mierze przyczyniła się technika cyfrowa.
– Najpierw wykreowaliśmy wirtualne maszyny, które przetestowaliśmy jeszcze przed etapem budowy prototypu – podsumowuje Walter Biagi. – Użycie wirtualnej maszyny pozwala nam na wykonanie o wiele więcej rzeczy, w tym również przeprowadzić krytyczne testy. Naszym zdaniem, już teraz większość maszyn będzie przygotowywana w ten sposób – to początek rewolucji.