Galeria
Niezawodne i nowoczesne narzędzia do stolarki, podłóg i mebli
POLCOMM – dostawca dedykowanych rozwiązań narzędziowych

POLCOMM z Chlewisk k. Lubartowa specjalizuje się w narzędziach skrawających do produkcji mebli, drewnianej stolarki budowlanej oraz podłóg. Firma produkuje narzędzia specjalistyczne, często w jednostkowych egzemplarzach, zapewniające wytwarzanie formatek meblowych lub profili okiennych czy drzwiowych, charakterystycznych dla określonego producenta. Produkty dostosowane są do jednostkowych wymagań klienta nie tylko pod względem podstawowych parametrów narzędzia, jakimi są jego wymiary, ale także odpowiednio do obrabianego materiału, maszyny i warunków pracy.
Produkcja pod określone wymagania odbiorcy
Podlubartowski producent od niespełna 20 lat obecny jest w sektorze obróbki drewna. Swoją działalność rozpoczął od oferowania noży wymiennych. Po kilku latach powstała pierwsza z dwóch fabryk produkujących narzędzia skrawające.
Firma dynamicznie rozwijała zakres swoich możliwości produkcyjnych, rozwiązań systemowych i informatycznych.
Wieloletnie doświadczenie zaowocowało zróżnicowaną ofertą narzędzi skrawających do obróbki drewna, materiałów drewnopochodnych i tworzyw. Obecnie POLCOMM jest cenionym na rynku ekspertem dedykowanych rozwiązań narzędziowych.
Produkuje narzędzia specjalistyczne, często w jednostkowych egzemplarzach, zapewniające wytwarzanie formatek meblowych lub profili okiennych czy drzwiowych, charakterystycznych dla określonego producenta.
– POLCOMM na rynku wyróżnia się innowacyjnością i elastycznością. Jest w stanie dostosować się do klienta w każdym aspekcie.
Nasza firma nie wykonuje narzędzi masowych, typowych, ale wychodzi naprzeciw obecnym tendencjom wśród producentów, którzy chcą się wzorniczo odróżnić od konkurencji, więc sięgają po narzędzia profilowe, wykonywane tylko dla nich – mówi Iwona Paczuska, specjalista ds. marketingu i PR w firmie POLCOMM. – Oferujemy także wsparcie i doradztwo techniczne w zakresie obróbki, doboru narzędzi oraz technologii produkcji.
Atutem firmy są doświadczeni doradcy techniczni, którzy potrafią doradzić klientom w doborze narzędzi, zaproponować zmiany w procesach obróbki i pomóc we wdrożeniu całościowej technologii.












We własnym biurze konstrukcyjnym nasza firma projektuje wysoko specjalistyczne narzędzia skrawające.
Produkty dostosowane są do jednostkowych wymagań klienta, nie tylko pod względem podstawowych parametrów narzędzia, jakimi są jego wymiary, ale także, odpowiednio do obrabianego materiału, maszyny i warunków pracy.
Dzięki temu, że nasze wyroby spełniają oczekiwania odbiorców, obecnie ponad 80 procent nowych zamówień otrzymujemy z polecenia- dodaje Iwona Paczuska.
Narzędzia monolityczne, lutowane i składane
Firma produkuje narzędzia ze stali szybkotnącej, węglika spiekanego oraz diamentu polikrystalicznego. Rozwiązania POLCOMM znajdują zastosowanie między innymi przy produkcji mebli, stolarki otworowej, schodów i podłóg.
– Zakres produkowanych narzędzi można podzielić na monolityczne, lutowane i składane lub wg sklasyfikowanych przez firmę grup produktowych – wyjaśnia Iwona Paczuska. – W ofercie znajdziemy frezy i głowice trzpieniowe, frezy i głowice nasadzane, wiertła, piły tarczowe, noże wymienne oraz systemy mocowań.
W grupie narzędzi trzpieniowych możemy wyróżnić: frezy monolityczne z HSS oraz HM, frezy z nakładkami lutowanymi HM lub PCD, a także głowice trzpieniowe na noże wymienne HM.
Popularnością cieszą się frezy trzpieniowe proste do produkcji mebli, frezy profilowe do profilowania frontów meblowych, frezy z ostrzami z diamentu polikrystalicznego do formatowania płyt meblowych, frezy proste, tzw. wiercące z ostrzem PCD do frezowania kieszeni w drewnie miękkim i płytach.
W ofercie spersonalizowanych rozwiązań wyjątkiem są frezy spiralne do obróbki wstępnej i wykańczającej, które w standardowych wymiarach dostępne są „od ręki”.
Produkowane są zarówno ze stali szybkotnącej, jak i węglika spiekanego, z różną geometrią ostrzy i wariantami rowka wiórowego. Oczywiście producent i w tej grupie produktowej wykonuje narzędzia specjalistyczne dedykowane konkretnym potrzebom odbiorców.
Do zanieczyszczonego drewna i skomplikowanych profili
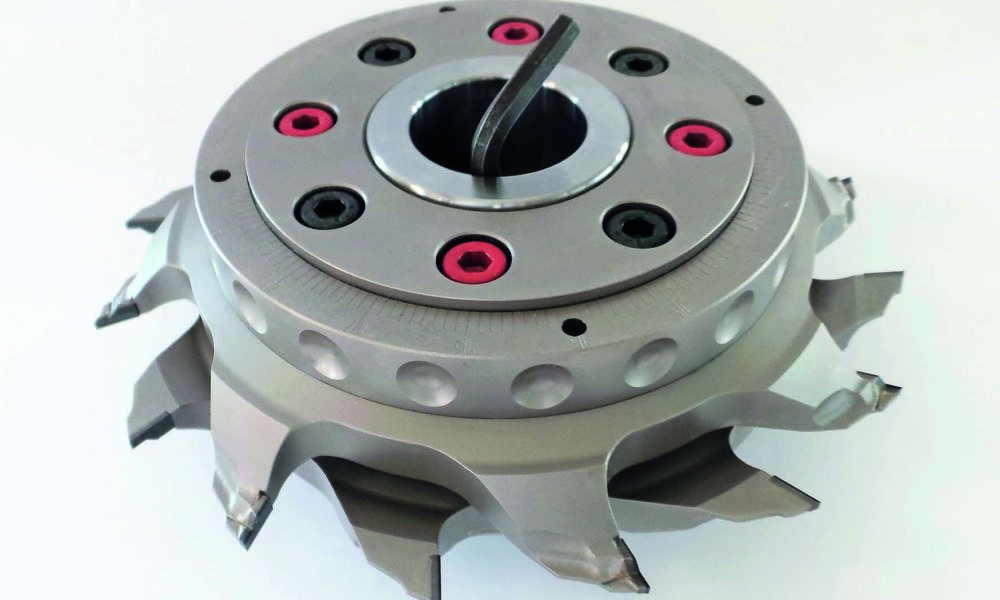
Znaczną część produkcji POLCOMM stanowią narzędzia nasadzane, a wśród nich: frezy proste i profilowe z ostrzami HSS, HM lub PCD, głowice proste i profilowe na noże wymienne i głowice formatyzujące.
– W tej grupie produktów prym wiodą narzędzia z ostrzami z diamentu polikrystalicznego. Znajdują one zastosowanie w obróbce drewna litego twardego i egzotycznego oraz materiałów drewnopochodnych okleinowanych lub laminowanych – tłumaczy Iwona Paczuska.
– Diamentowe ostrza charakteryzuje wysoka odporność na ścieranie oraz duża odporność na obciążenia dynamiczne.
Świetnie sprawdzają się przy obróbce materiałów trudnoobrabialnych, które często zawierają zanieczyszczenia.
POLCOMM oferuje również narzędzia z ostrzem PCD dedykowane obróbce drewna miękkiego. Lata doświadczeń zaowocowały wyselekcjonowaniem odpowiedniego gatunku diamentu do takiego zastosowania.
Bardzo dobre wyniki sprzedaży wśród narzędzi nasadzanych odnotowują frezy nasadzane profilowe z ostrzami PCD. Firma ma w portfolio ogromną liczbę zrealizowanych projektów tych narzędzi.
Popularne są rozwiązania o modułowej budowie umożliwiającej wykonywanie bardzo skomplikowanych profili, te ze zmienną geometrią ostrzy zapewniającą obrabianie materiałów z okleinami bez wyrwań oraz do profili, gdzie wymagana jest bardzo wysoka jakość obrabianej powierzchni.
Poza frezami PCD także głowice nasadzane na noże wymienne do obróbki drewna litego i klejonego mają liczne grono odbiorców.
Przeznaczone są do formatowania i wyrównywania powierzchni. Oferowane są różne głowice w różnej konfiguracji: z korpusem wykonanym ze stali lub stopów lekkich, z nożami HSS lub HM, z mocowaniami na tulei mechanicznej lub hydro. Uznaniem wśród producentów mebli cieszy się głowica formatyzująca do wysokowydajnej obróbki na formatyzerkach.
Jej konstrukcja została opracowana we współpracy ze światowymi ekspertami, znacznie podwyższono wydajność narzędzia, zredukowano poziom hałasu, wzrosła również jakość obróbki krawędzi okleinowanych materiałów. Rosnące grono odbiorców mają frezy nasadzane z ostrzami z węglika spiekanego do złącz klinowych.
Oferowane wczepy wykonywane są w znormalizowanych wymiarach. Ich modułowa konstrukcja umożliwia łączenie frezów w pakiety od 2 do nawet 50 sztuk, a tym samym cięcie różnych grubości drewna. Precyzja wykonania poszczególnych elementów gwarantuje zachowanie dokładności profilu obrabianego materiału.
Wprowadzona do oferty jesienią tego roku głowica nasadzana prosta na noże wymienne PCD zyskuje wciąż nowych odbiorców. Przeznaczona jest do frezowania powierzchni bocznych w materiałach drewnopochodnych.
Stanowi doskonałą alternatywę dla dotychczasowych nabywców frezów nasadzanych prostych z lutowanymi ostrzami diamentowymi. Zyskujemy wysoką wydajność i cichszą pracę.
Geometria ostrzy i lekki aluminiowy korpus redukują poziom generowanego podczas pracy hałasu. Jeden stały korpus, możliwość wielokrotnego ostrzenia noży, opcja ich łatwej wymiany – to również oszczędności w kosztach dla użytkowników. Głowicę na noże wymienne PCD charakteryzuje wydłużona żywotność, stabilność i wysoka jakość obrabianych powierzchni.
Producenci mebli zyskują wysoko opłacalne rozwiązanie do obróbki płyt przed okleinowaniem wąskich płaszczyzn.
Precyzyjne nawiercanie
Szeroka gama wierteł do otworów przelotowych i nieprzelotowych o różnej średnicy i geometrii ostrza to kolejna składowa asortymentu podlubartowskiego zakładu. Produkowane są wiertła monolityczne HSS i HM, wiertła z powłokami zmniejszającymi zużycie ścierne, wiertła stopniowe o złożonym kształcie, wiertła puszkowe z ostrzami węglikowymi lub diamentowymi.
Dostępne są zróżnicowane warianty uchwytów umożliwiających montaż na różnych maszynach, m.in. standardowe uchwyty walcowe – z płazką lub bez, jak i zakończone gwintem.
– Coraz bardziej nowoczesne wiertarki wykonujące większą liczbę obrotów na minutę wymagają coraz lepszej klasy wierteł – twierdzi Iwona Paczuska.
– POLCOMM oferuje odpowiedni dobór wiertła do obrabianego materiału oraz parametrów procesu. Jednym z ciekawszych rozwiązań jest wiertło puszkowe PCD, które zapewnia wysoką jakość krawędzi otworu w materiałach z różnorodną okleiną.
Opracowano geometrię wiertła z ostrzami z diamentu polikrystalicznego, gdzie jedynie element stabilizujący ruch obrotowy wiertła wykonany został z węglika spiekanego. Zastosowano podwójną liczbę nacinaków o specjalnej geometrii i rozdzielacz wióra na powierzchni czołowej.
Uzyskano narzędzie o niskich oporach skrawania, zapewniające tym samym lepszą wydajność. Innym specjalistycznym rozwiązaniem jest wiertło stopniowe z ostrzami z węglika spiekanego.
Narzędzie zostało zaprojektowane do wiercenia w poprzek włókien i jednoczesnego wykonywania kilku operacji obróbczych: wiercenia, powiercania, fazowania obu stron otworu oraz zaokrąglania krawędzi elementu.
Piły tarczowe do różnych materiałów
W ofercie producenta są również piły tarczowe do cięcia wzdłużnego i poprzecznego oraz formatowania i rowkowania.
– POLCOMM produkuje piły do popularnych na rynku maszyn, a także nietypowe stosowane na specjalnych obrabiarkach z każdym, nawet najbardziej skomplikowanym rodzajem otworu mocującego – informuje Iwona Paczuska.
– Oferowane są piły do różnych materiałów – począwszy od drewna litego, płyt drewnopochodnych, poprzez tworzywa sztuczne, na kompozytach skończywszy.
W zależności od obrabianego materiału oraz specyfiki i technologii skrawania, stosowane są różne rozwiązania konstrukcyjne w zakresie geometrii ostrzy, noży zgarniających i nacięć wyciszających w korpusie piły. Dostępne są ostrza wykonane z HM i PCD.
Noże ze stali szybkotnącej lub węglika
Ważną grupę produktów dla firmy stanowią noże wymienne, od których POLCOMM rozpoczął swoją działalność.
– Dostępne są noże standardowe, profilowe, proste, ryflowane i systemu TERSA – wyjaśnia Iwona Paczuska.
W zależności od potrzeb odbiorów dobierane są optymalne rozwiązania spośród noży ze stali szybkotnącej, pełnowęglikowych lub z wkładkami lutowanymi z węglika spiekanego.
Firma realizuje indywidualne zamówienia na niestandardowe długości noży oraz dowolne kształty.
Kąty przyłożenia, kąty styczne profilu i boków są dokładnie dobierane do rodzaju obrabianego materiału oraz warunków panujących podczas obróbki.
Odpowiedni gatunek węglika spiekanego przyczynia się do podwyższenia dokładności i powtarzalności obróbki.
Standardowe mocowania oraz specjalny system PSS
Uzupełnieniem oferty podlubartowskiego zakładu są systemy mocowań. Firma dobiera optymalne rozwiązania dla narzędzi trzpieniowych i nasadzanych, w zależności od typu maszyny, rodzaju produkcji i warunków pracy. Dostępne są trzpienie walcowe, trzpienie hydro, oprawki hydro, oprawki i tuleje rozprężne, tuleje hydro, tuleje redukcyjne.
Poza podstawowymi rodzajami mocowań oferuje system regulacji PSS, rodzaj mocowania umożliwiającego płynną regulację położenia frezów względem siebie.
– System PSS jest świetnym rozwiązaniem przy seryjnej produkcji elementów łączonych na pióro-wpust, gdzie wymagana jest wysoka dokładność – zapewnia Iwona Paczuska. – Pozwala skompensować nierównomierność ruchu obrotowego wrzecion maszyny. Umożliwia również użycie jednego tylko zestawu narzędzi do produkcji elementów parkietu, paneli czy boazerii o różnych wymiarach.
Istotny jest serwis narzędzi
POLCOMM poza narzędziami, oferuje również ich serwis. Profesjonalne serwisowanie zapewnia produktom dalszą pracę na wymaganym poziomie jakościowym. Jednocześnie pozwala ono wygenerować oszczędności w związku z odłożeniem w czasie zakupu nowych narzędzi.
– Proces ostrzenia poprzedzony jest czyszczeniem narzędzia i pomiarami ubytków, określana jest minimalna warstwa, jaką należy zdjąć – opisuje Iwona Paczuska. – Ostrzenie wykonywane jest z wykorzystaniem nowoczesnych technologii, na zautomatyzowanych szlifierkach CNC.
Maszyny sterowane numerycznie pozwalają osiągnąć wysoką dokładność, co wpływa na wzrost skuteczności oraz żywotność narzędzia.
Oprogramowanie centrów obróbczych pozwala na wykonanie ostrzenia dowolnego profilu narzędzia z zachowaniem pierwotnych geometrii ostrza.
Nowoczesna technologia, oparta na systemach CAD-CAM, umożliwia bardzo dokładne odwzorowanie zawartej w pliku ścieżki profilu na krawędziach skrawających.

























Połączone ze sobą, odbywające się w cyklu dwuletnim targi Holz-Handwerk i Fensterbau Frontale powróciły teraz do terminu wiosennego. I była to bardzo dobra decyzja, choć na sukces tegorocznej edycji norymberskich targów wpłynęło więcej czynników niż tylko zmiana w kalendarzu.
Targi w Norymberdze są od wielu lat dla naszej redakcji przyczynkiem do odwiedzin jednych z najciekawszych, europejskich imprez wystawienniczych skierowanych do branży obróbki drewna i produkcji mebli. Organizatorzy wprawdzie nazywają Holz – Handwerk targami dla rzemiosła, ale w mojej opinii wybiegają one swoją zawartością znacznie dalej poza zakres potrzeb małych warsztatów stolarskich.
Dodatkową wartość dla wystawców i zwiedzających są równolegle odbywające się Fensterbau Frontale, gdzie w całej okazałości prezentują się producenci stolarki otworowej (drewno, aluminium, PCV). Co budujące – w tym roku w FBF wzięło udział wzięło 36 firm z Polski, a m.in. EkoOkna, Polkres Edwood, Sigroll i wiele innych.
Statystycznie rzecz ujmując…
Na kilka tygodni przed targami spotkałem się plotkami, że tegoroczny Holz – Handwerk to nie będzie to, co kiedyś. Że nie będzie takiej firmy i takiej też nie będzie. I powiem tak: jeżeli ktoś podjął decyzję o tym, aby „odpuścić” sobie targi w Norymberdze – niech żałuje. W ciągu czterech dni odwiedziło je łącznie około 75 000 osób z 112 krajów, które spotkały się na terenie Targów Norymberskich z 973 wystawcami z 44 krajów, aby omówić najnowsze trendy w swojej dziedzinie: w obróbce drewna, produkcji mebli, a także w produkcji stolarki otworowej. Targi w tym roku zostały uzupełnione przez wszechstronny program towarzyszący, który zawierał ciekawe konferencje oraz prezentacje poruszające aktualne zagadnienia branżowe.
„W ciągu czterech dni targi Holz-Handwerk oraz Fensterbau Frontale odwiedziło łącznie około 75 000 osób z 112 krajów, które spotkały się na terenie Targów Norymberskich z 973 wystawcami z 44 krajów.”
Uczestnictwo w Holz-Handwerk i Fensterbau Frontale z mojej perspektywy pozwoliło zagłębić się w nowych produktach i technologiach produkcji, a także nawiązać cenne kontakty oraz zaktualizować wiedzę z zakresu aktualnych wyzwań branży na arenie międzynarodowej. Jakie wnioski udało się wyciągnąć?
Pomimo lub właśnie z powodu napiętej sytuacji w branży budowlanej, połączenie targów Holz- Handwerk i Fensterbau Frontale ponownie cieszyło się dużą popularnością w tym roku, przyciągając odwiedzających z sektorów stolarskiego, ciesielskiego, architektonicznego oraz okiennego i fasadowego z całego świata do Norymbergi.
Świetna atmosfera, żywe dyskusje w halach wystawowych i bardzo pozytywna opinia ze wszystkich stron, pozwalają nie tylko organizatorom, ale także uczestnikom spojrzeć na cztery udane dni targów z dużym zadowoleniem. Jak podkreślają organizatorzy – niezależne badanie ankietowe potwierdziło również jakość odwiedzających targi oraz wysoki odsetek obecności osób podejmujących decyzje. – Jesteśmy bardzo zadowoleni, że Holz-Handwerk cieszył się tak dużym zainteresowaniem, pomimo warunków gospodarczych panujących w branży budowlanej i że ponownie udało nam się zaprezentować wszystkie wymagania operacyjne branży stolarskiej oraz cały łańcuch obróbki drewna – mówi Stefan Dittrich, Dyrektor Wykonawczy Holz-Handwerk, NürnbergMesse. – Sukces wydarzenia jednoznacznie pokazuje: wyzwania, zwłaszcza te trudne, sprawiają, że Holz-Handwerk stają się jeszcze ważniejsze – dodaje Stefan Dittrich.
Bezcenne forum prezentacji
Najnowsze systemy profili, szkło w architekturze, technologia mocowania, systemy bezpieczeństwa, maszyny, systemy i wiele więcej czekało na odkrycie przez zwiedzających na stoiskach 644 wystawców na odbywających się równolegle targach Fensterbau Frontale. – Impreza po raz kolejny wyraźnie potwierdziła swoją pozycję jako wiodących na świecie targów branżowych dla okien, drzwi i fasad. W naszej opinii i nie tylko była ona głównym punktem spotkań dla odwiedzających z całego świata poszukujących najnowszych trendów i rozwiązań – mówi Elke Harreiß, Dyrektor Wykonawczy Fensterbau Frontale, NürnbergMesse. – Stoiska wystawców, niektóre z nich bardzo imponujące, prezentowały ekscytujące produkty, w tym wiele premier światowych zarówno od liderów rynku, jak i startupów – podsumowuje Elke Harreiß.
Specjalnymi atrakcjami w programie towarzyszącym były Forum Fensterbau Frontale, Forum Architektura-Okno-Fasada z towarzyszącymi wycieczkami oraz forum „Przewodnik po cyfryzacji”. Ciekawą przestrzeń prezentował pawilon „Młodzi Innowatorzy”, w której tworzenie zaproszono uczniów i studentów kierunków branżowych.
Obiektywna ocena
Mimo zewsząd napływających od dłuższego czasu sygnałów o spadkach w branży drzewnej i meblarskiej – próżno szukać marazmu nie tylko w Norymberdze, ale także na targach w Polsce, które mieliśmy okazję odwiedzić od początku br. Powstała teoria, że trudny czas weryfikuje dotychczasowe schematy działania i zmusza do poszukiwania nowych rozwiązań zmierzających do optymalizacji biznesu.

22-23 lutego w Suchym Lesie pod Poznaniem odbyły się Dni Otwarte Centrum Technologicznego SCM Group Polska. W trakcie tego wydarzenia, uczestnicy mieli okazję zapoznać się z najnowszymi osiągnięciami w dziedzinie obrabiarek drewna, technologii cięcia, okleinowania oraz maszyn stolarskich.
Wizyta w siedzibie SCM Group Polska w Suchym Lesie była dla jej klientów nie tylko przyczynkiem do obejrzenia ciekawego show roomu z maszynami w roli głównej. Przede wszystkim stanowiła okazję do bezpośrednich rozmów ze sprzedawcami oraz technikami firmy, którzy w szczegółach wyjaśniali niuanse związane z prezentowanymi technologiami. Z perspektywy naszej redakcji takie doświadczenie również jest niezwykle cenne, także pod kątem możliwości zebrania unikalnych informacji o rynku drzewnym i meblarskim.
Show Room w centrum uwagi
Wśród atrakcji czekających na gości znalazły się prezentacje najnowszych modeli maszyn, które usprawniają procesy produkcji w branży obróbki drewna. Jednym z głównych punktów programu był pokaz możliwości przemysłowej okleiniarki Stefani X, która umożliwia oklejanie wąskich płaszczyzn pod kątem 45 stopni. Ponadto, zaprezentowano model okleiniarki Olimpic 500, dedykowany dla średnich przedsiębiorstw, również posiadający tę innowacyjną funkcję.
Uczestnicy mieli okazję śledzić proces rozkroju surowca na pile panelowej Gabbiani S115, a następnie obserwować, jak elementy trafiają na różne modele okleiniarek, począwszy od mniejszych Olimpic 300, aż po przemysłową okleiniarkę Stefani.
Ponadto podczas Dni Otwartych SCM Polska zaprezentowała obróbkę płyt drewnopochodnych na zaawansowanych maszynach CNC, takich jak Morbidelli X200 i CX110. Nie zabrakło również tradycyjnych maszyn do obróbki drewna, takich jak centra obróbcze, frezarki, wyrówniarki, czy strugarki.
Oferta partnerów
Aby zapewnić pełen wgląd w proces produkcji mebli, SCM Polska zaprosiła do udziału firmy partnerskie, takie jak REHAU, LCM, Jowat i wiele innych. Ponadto, eksperci z PKO Leasing byli dostępni na miejscu, aby przedstawić atrakcyjne oferty finansowania inwestycji. Firma LignumSoft zaprezentowała swoje intuicyjne, modułowe oprogramowanie do zarządzania projektowaniem, produkcją oraz sprzedażą mebli.
Wśród innych partnerów wydarzenia warto wymienić ITA TOOLS, które zademonstrowało swoje innowacyjne narzędzia, oraz Imas, specjalizujące się w rozwiązaniach z zakresu instalacji odpylania.
Dni Otwarte SCM Polska to nie tylko prezentacje maszyn, ale także okazja do nawiązania bezpośrednich kontaktów handlowych oraz zdobycia wiedzy na temat najnowszych trendów w branży.
DNA SCM Group Polska
Podczas naszego pobytu w siedzibie firmy gościł nas Andrea Santi, członek zarządu i dyrektor SCM Group Polska, który działa w firmie SCM od 11 lat. Jak mówi, przez ten czas w polskim oddziale przedsiębiorstwa zaszły znaczące zmiany, chociażby pod względem rozbudowy sprzedaży, czy zaplecza serwisowego.
W ciągu ostatnich pięciu lat polski rynek stał się dla Grupy SCM jednym z czołowych odbiorców technologii obróbki drewna i produkcji mebli, zarówno w zakresie małych firm, jak i odbiorców przemysłowych, produkujących na dużą skalę. Jak wynika z doświadczenia firmy – struktura jej odbiorców w Polsce cały czas ewoluuje. – Przez ostatnie lata przybyło nam bardzo dużo klientów chociażby z branży producentów stolarki otworowej (okna i drzwi), a także producentów domów drewnianych. Jest tam bardzo duży potencjał, ponieważ do tej pory były to małe firmy, gdzie większość pracy wykonywana była ręcznie lub za pomocą maszyn używanych. Konkurencja na rynkach zagranicznych przyniosła trend zmierzający do automatyzacji za pomocą nowoczesnych maszyn – mówi Adrea Santi.
Nie da się ukryć, że branża meblarska w Polsce, po czasie dynamicznych wzrostów w latach 2021-2022 boryka się ze spadkami. Niemniej jednak, jak przyznaje Santi, wśród klientów SCM Group Polska są przedsiębiorstwa, które radzą sobie nawet lepiej niż we wspomnianym okresie hossy. Jest to uzależnione od rynku na jakim działają, gdzie eksportują.
Niezależnie od profilu firmy oraz jej kondycji – rynek wyczuwalnie wywiera presję na ceny oferowane przez producentów maszyn. Dlatego od ponad dwóch lat SCM Group proponuje te same cenniki dla rynku polskiego, mimo inflacji oraz innych czynników uzasadniających ewentualne podwyżki.
Dzięki takiej elastyczności firma bierze udział w wielu ciekawych projektach. – Mogę wspomnieć, że obecnie realizujemy duży projekt dla dużego producenta drzwi. Wg założeń powinien on się zakończyć uruchomieniem całego parku maszynowego do końca br. – mówi Santi. Firma jest w stanie realizować różnej wielkości projekty, również te bardzo zaawansowane, dzięki wsparciu zaawansowanego działu konstrukcyjnego we Włoszech. – Mamy wysokiej jakości techników i jesteśmy w stanie szybko reagować na całym świecie. – dodaje.
Dni Otwarte w siedzibie SCM Group Polska były momentem na odświeżenie wiedzy oraz kontaktów i po tej wizycie pozostało pozytywne wrażenie. Należy jednak wspomnieć, że show room w Suchym Lesie jest otwarty dla klientów przez cały rok.

www.scmwood.com
+48 61 651 47 95

VIDOK- w mojej opinii jeden z wiodących producentów w branży produkcji okien premium, osiąga bardzo dobre wyniki jakości i wydajności po zakupie oraz uruchomieniu nowoczesnej maszyny do obróbki drewna Conturex Artis Plus. Maszyna, od firmy Weinig wyposażona w zaawansowane technologie zdobyła uznanie w przedsiębiorstwie.
Firma VIDOK powstała ponad 30 lat temu zaczynając od produkcji okien PCV i aluminiowych. Produkcja okien drewnianych ruszyła w roku 1999 kiedy to zakupiono komplet maszyn do ich produkcji od firmy Weinig. Od tamtej pory ma w swojej ofercie wszystkie trzy typy produktów. Na tamte czasy była to najnowocześniejsza, dostępna technologia dedykowana do wielko seryjnej produkcji okien.
Rynek podyktował zmiany
– Lata płynęły, rynek zaczął oczekiwać także krótkich serii produktów i aby usprawnić produkcję okien drewnianych pod tym względem, korzystając z funduszy unijnych zbudowaliśmy halę, jednocześnie reorganizując produkcję. Przyszedł też czas na zakup maszyn CNC, bowiem musieliśmy iść „z duchem czasu” odnośnie wymagań technologicznych i jakościowych – mówi Marek Szewczyk, Wiceprezes Zarządu, manager ds. technicznych spółki VIDOK. – Chcieliśmy też zwiększyć możliwości produkcyjne ze względu na to, że wchodzimy na coraz większą liczbę zagranicznych rynków (m.in. Europa, USA, Kanada, Arabia Saudyjska), które mają różne wymagania, chociażby co do wykończenia okien drewnianych – dodaje Marek Szewczyk.
W związku z powyższym firma podjęła decyzję o zakupie centrum obróbczego Conturex Artis Plus marki Weinig. Jak dowiedziałem się podczas wizyty w zakładzie produkcyjnym w Rudnej Małej (woj. podkarpackie) decyzja o podjęciu kolejnej współpracy z firmą Weinig była rzeczywiście dobra, ponieważ w ciągu czterech miesięcy od deklaracji „na tak” firma otrzymała kompletną maszynę z narzędziami i oprogramowaniem. Dzięki szybkiej dostawie i wsparciu ze strony Weinig produkcja ruszyła od ręki. Obecnie przedsiębiorstwo korzysta z Conturexa przede wszystkim przy produkcji krótkich serii okien o profilu 78mm z drewna sosnowego, dębowego oraz meranti, przeznaczonych do projektów inwestycyjnych, gdzie oczekuje się wysokiej jakości. Trzeba zaznaczyć, że dzięki tej inwestycji Vidok wyróżnia się indywidualnym podejściem do wymagań odbiorców, którzy często oczekują realizacji specjalnych zamówień typu łuki, czy trapezy. Nie bez znaczenia są też oszczędności wynikające z kosztów pracy, energii oraz miejsca na hali produkcyjnej.
Conturex pod lupą
Muszę przyznać, że centrum obróbcze Conturex jest mi znane sprzed kilkunastu lat, kiedy to miałem okazję brać udział w jego premierze w siedzibie firmy Weinig w Tauberbischofsheim (Niemcy). W tamtym czasie była to nowość na skalę światową. Jak widać – główne założenia tej technologii okazały się spójne z trendami rynkowymi, również na naszym, polskim gruncie. Obecnie Conturex Artis Plus cieszy się tak dużym zainteresowaniem, że jest produkowany na bieżąco, aby był dostępny „od ręki” dla potencjalnych klientów.
Conturex w wersji Artis Plus wyróżnia się jednym wrzecionem głównym o imponującej mocy 30 kW, z talerzowym magazynem narzędzi oferującym 50 miejsc, oraz wrzecionem uniwersalnym o mocy 12,5 kW z magazynem narzędzi na 17 miejsc. Warto zaznaczyć, że oba wrzeciona pracują na przemian, co pozwala na ciągłą obróbkę drewna. Maszyna jest zdolna do obróbki elementów o długości do 4500 mm.
Jedną z kluczowych zalet Conturex jest podawanie wystruganych elementów kompletami na podajnik, umożliwiając płynną pracę na produkcji. Dzięki temu, na wyjściu można odebrać komplety ram i skrzydeł do składania na prasie. To rozwiązanie eliminuje czasochłonne czynności takie jak czekanie, sortowanie czy szukanie elementów do kompletu, co zostało docenione w firmie Vidok.
Operator maszyny ma również możliwość łatwego dodawania kolejnych elementów na podajniku w każdej chwili, co dodatkowo zwiększa efektywność produkcji.
Kontynuacyjna obróbka odbywa się na dwóch stołach obróbczych, gdzie wrzeciono główne i uniwersalne wykonują różnorodne operacje, zapewniając kompletną obróbkę w jednym mocowaniu.
Co ważne, firma Weinig oferuje kompleksowy pakiet usług w cenie maszyny, co obejmuje szkolenie operatorów w fabryce, szkolenie podczas uruchomienia oraz asystę przy produkcji. Ten obszerny pakiet usług sprawia, że operatorzy są w stanie w krótkim czasie nabyć umiejętności potrzebne do efektywnej pracy z maszyną.
– Spółka Vidok, wcześniej wybierając konkurencyjne rozwiązanie, teraz zdecydował się na Conturex Artis Plus ze względu na atrakcyjną cenę oraz krótki termin realizacji. To pokazuje, że Weinig przekonuje nie tylko innowacyjnymi rozwiązaniami technologicznymi idące w parze z kompleksową obsługą projektu, ale potrafi też zaskoczyć wydajnością w dobrej cenie – mówi Daniel Ampenberger reprezentujący firmę Weinig.
„Spółka VIDOK, wcześniej wybierając konkurencyjne rozwiązanie, teraz zdecydowała się na Conturex Artis Plus ze względu na atrakcyjną cenę oraz krótki termin realizacji.”
Zarówno personel biurowy, jak i pracownicy produkcji w firmie Vidok udowodnili, że są zgranym zespołem, co przełożyło się na płynne uruchomienie maszyny i bezproblemową produkcję. Wszyscy są zadowoleni zarówno z obsługi maszyny, jak i z jej osiągnięć produkcyjnych.
Dzięki nowoczesnym rozwiązaniom technologicznym, Conturex Artis Plus wpisuje się w oczekiwania rynku, dostarczając efektywnego narzędzia do precyzyjnej obróbki drewna, zaspokajając jednocześnie potrzeby nawet najbardziej wymagających klientów. Warty podkreślenia jest fakt, iż to wyjątkowe centrum obróbcze w 100 procentach spełnia kryteria firmy VIDOK, która realizuje zamówienia dla wymagającego rynku inwestycyjnego. Z jednej strony oczekuje on elastyczności co do różnorodnych wymiarów okien, a z drugiej – potencjału produkcyjnego, który wynika z dużego wolumenu zamówień.
Zobacz więcej:

Firma Mardom Pro z Lipnik Starych, specjalizująca się w produkcji wysokiej jakości łóżek i mebli dziecięcych z drewna sosnowego, wprowadza rewolucyjne innowacje w procesie produkcji dzięki najnowocześniejszemu skanerowi drewna – Weinig CombiScan Sense C. Podczas wizyty w zakładzie produkcyjnym przekonałem się na własne oczy, jak nowa technologia skanowania wprowadza nowy standard dokładności, eliminując wady i poprawiając efektywność procesu produkcyjnego.
Na początek kilka słów na temat Grupy Mardom.
Jest to ceniona firma rodzinna z trzydziestoletnią historią na rynku, która kształtuje swoją drogę od września 1985 roku, kiedy to zakupiła technologię produkcji karniszy metalowych.
Początkowo oferta firmy zgodna była z ówczesnymi trendami wzorniczymi, skupiając się na karniszach metalowych. Jednak szybko podjęto strategiczną decyzję o reorganizacji produkcji na rzecz karniszy drewnianych.
Proste w produkcji, o klasycznym designie, doskonale komponowały się z różnymi wnętrzami. Ich drewniana konstrukcja umożliwiała także lakierowanie na różne odcienie.
Efektem tych zmian był stworzony model Roma, który do dziś stanowi nieodłączny element oferty producenta.
W pierwszych latach istnienia firma działała jako niewielki zakład, zatrudniając zaledwie pięć osób i pozostając rozpoznawalną jedynie w najbliższym otoczeniu.
Niemniej jednak, trzydzieści lat obecności na rynku przyniosło dynamiczny rozwój i wdrożenie nowoczesnych technologii.
Pomimo postępu, firma pozostaje wierna fundamentalnym zasadom rzemiosła oraz pasji do tworzenia niepowtarzalnych produktów. To zamiłowanie przekazywane jest z pokolenia na pokolenie, stanowiąc fundament nieprzerwanego sukcesu.
Dzisiaj Grupa Mardom to nie tylko ciekawa historia rodzinnego biznesu, lecz także rozwijające się przedsiębiorstwo, które nieustannie podąża za nowoczesnością, starając się zaspokoić zmieniające się potrzeby klientów.
W obecnym kształcie Grupa Mardom to zespół dynamicznie rozwijających się spółek, które razem tworzą silną, zintegrowaną strukturę biznesową.
W jej skład wchodzi Mardom Pro, obejmująca tartak, nowoczesną fabrykę mebli sosnowych oraz fabrykę pelletu. Mardom Home z kolei specjalizuje się w sprzedaży artykułów do wystroju okna i wnętrz, zdobywając uznanie w największych sieciach DIY. Innowacyjność i dążenie do ciągłego rozwoju podkreśla działalność firmy AGGE.tech, która koncentruje się na robotyzacji i automatyzacji procesów produkcyjnych, służąc zarówno potrzebom wewnętrznym grupy, jak i klientom zewnętrznym.
Dodatkowo, JBW, elektrownia słoneczna o mocy 3,2 MW, dostarcza zieloną energię dla spółek w grupie, podkreślając zaangażowanie Grupy Mardom w zrównoważony rozwój i ekologiczne rozwiązania.
Ta różnorodność działalności nie tylko świadczy o elastyczności i innowacyjności Grupy, ale także stanowi o jej kompleksowym podejściu do biznesu, gdzie tradycja łączy się z nowoczesnością, a dbałość o środowisko naturalne idzie w parze z dynamicznym rozwojem.
Zobligowani do wysokiej jakości
W głównej mierze Mardom Pro produkuje łóżka i meble dziecięce z drewna sosnowego dla dużego odbiorcy, jakim jest IKEA. Przez to firma jest zobligowana do zachowania wysokiej jakości, co wynika ze specyfiki swoich produktów. Stąd, że wymagania są tak duże, firma musiała zaopatrzyć się w sprzęt, który pozwala na eliminację błędów i wad na samym początku cyklu produkcyjnego, aby nie ponosić dodatkowych kosztów na dalszych etapach produkcji.
Mardom Pro posiada własny tartak oraz suszarnie. Świadczy to o tym, że jest to przykład przedsiębiorstwa, które rozwinęło swoją działalność daleko poza podstawową działalność tartaczną, polegającą na podstawowej obróbce drewna okrągłego. Drewno pochodzące z tartaku jest suszone do wilgotności w przedziale 8-10 proc. Następnie jest sezonowane i trafia na linie służące do optymalizacji wad oraz klejenia. W ten sposób powstają fryzy dedykowane pod dane przekroje, dedykowane do produkcji różnych wyrobów.
Potrzeba „matką” rozwoju
Pierwszy skaner wad firma Mardom zakupiła w 2016 roku, co pozwoliło wyeliminować organoleptyczne identyfikowanie wad. Jednakowoż w 2023 roku przedsiębiorstwo zdecydowało zainwestować w nową jednostkę skanującą Weinig Combiscan Sense C, która wykorzystuje podczas pracy sztuczną inteligencję.
Pozwala ona na znacznie dokładniejsze wykrywanie wad, minimalizuje liczbę wad, które są przepuszczane. Tego rodzaju jakość wykrywania jest nie do osiągnięcia za pomocą oka ludzkiego, które nie jest stanie wyłapać np. mikro pęknięć uwidaczniających się w dalszych etapach obróbki, a będących prawdziwą zmorą.
Do tego dochodzi powtarzalność będąca domeną skanera.
Nowy skaner pracuje również ze zwiększoną prędkością przy lepszej rozdzielczości (około 25% na plus). Przy prędkości 250 mb/min odczytuje wady 1:1. Ma to o tyle znaczenie, że w firmie Mardom Pro rozbudowano linię do optymalizacji. Początkowo za skanerem pracowały dwie optymalizerki Weinig Opticut, a obecnie pracują tam cztery tego typu obrabiarki.
W związku ze zwiększeniem mocy produkcyjnych zaistniała konieczność przyśpieszenia czynności skanowania. Dzięki wymianie skanera na nowy – rozdzielczość jest znacznie lepsza, co ma wpływ na wykrywanie pęknięć, także skośnych i pęcherzy żywicznych. Co ważne, dzięki zastosowaniu skanera firma zaoszczędziła na kosztach pracy, związanych do tej pory z obsługą czynności sortowania.
Indywidualne ustawienia
Kalibracja skanera Weinig Combiscan Sense C pod potrzeby Mardom Pro była ciekawym zagadnieniem. Setup odbył się u producenta skanera (firma Luxscan z Luksemburga, członek Grupy Weinig, przyp. Red.), który wprowadził duże ilości parametrów. Trzeba wspomnieć, że cały proces kalibracji skanera odbywa się przed jego instalacją u klienta.
– Zorientowaliśmy się, jakie mamy problemy na produkcji: pęknięcia materiału i kieszenie żywiczne, które mocno się odkrywały. Poprzedni skaner nie miał pełnej detekcji tych wad. Firma Weinig zaproponowała skaner Luxscan, który oferuje indywidualne podejście do tego rodzaju problemów – mówi Hubert Ostaszewski, Główny Technolog w Mardom Pro.
Na czym polega indywidualne podejście?
Otóż skaner można zaprogramować, nauczyć precyzyjnego rozpoznawania tego rodzaju wad. – Ustaliliśmy, że wyślemy materiał na którym pracujemy do Luksemburga, do siedziby firmy Luxscan.
Materiał został najpierw przepuszczony przez stary skaner. Określiliśmy, jakie wady nowe urządzenie ma wykrywać.
Porównaliśmy wyniki w ujęciu procentowym: o ile więcej wad zostało wykrytych przez nowy skaner. Wyniki te okazały się zadziwiająco dobre. Kolejnym krokiem była wizyta przedstawicieli z Mardom do Luksemburga i tam, na miejscu, systematyczna praca polegająca na uczeniu skanera detekcji, pod kątem indywidualnych potrzeb firmy – opowiada Ostaszewski.
Po instalacji skanera na miejscu okazało się, że kieszenie żywiczne nie obciążają dalszych procesów w takim stopniu, jak wcześniej: materiał jest czysty, ładny, gotowy do dalszej obróbki.
„Nauka” skanera na miejscu polegała na tym, że miał on wprowadzoną liczę danych wad i na podstawie prawdopodobieństwa skaner „uczył” się, że to jest właśnie ta wada.
W ten sposób istnieje możliwość ustawienia czułości skanowania.
Jak dowiedziałem się podczas rozmowy w Mardom Pro – obecnie skanery ze sztuczną inteligencją są bardziej odporne na zmianę dostawcy surowca, zabrudzenia na drewnie. Co więcej, oczywiście lepiej skanować drewno przestrugane, ale z surowym materiałem również dają sobie radę.
Koszyk korzyści
Poprzez zastosowanie skanera osiągnięto przede wszystkim stabilność procesu w komórce optymalizacji i wycinaniu wad. Stąd nakłady ludzkie są tutaj dużo mniejsze, ze względu na chociażby brak konieczności weryfikacji jakości zoptymalizowanego materiału przed etapem jego klejenia na mikrowczepy.
Trzeba zwrócić uwagę na to, że koszt usunięcia wady z elementu surowego na etapie skanowania jest znacznie niższy od tego z którym mielibyśmy do czynienia już sklejonego materiału.
Zastosowanie skanera przełożyło się na jakość wyrobów końcowych, co zostało zauważone przez odbiorców. Przejawia się to mniejszą ilością widocznych mankamentów. Obecnie firma wytwarza około 10ciu różnych produktów, w „gigantycznej” ilości. Głównym ich odbiorcą jest IKEA.
– Combiscan Sense, który pracuje w firmie Mardom jest najwyższym modelem z oferowanych przez Weinig skanerów i ma największą liczbę opcji dodatkowych, które można sobie skonfigurować. Poza tym może współpracować maksymalnie z czteroma optymalizerkami – mówi Mateusz Dusiński, Manager Sprzedaży w firmie KADIMEX, która jest dystrybutorem maszyn marki WEINIG.
CombiScan Sense C z bliska
Skaner jest przewidziany do pracy w połączeniu z systemem cięcia poprzecznego. Jak mówi jego dostawca, CombiScan Sense C to najnowocześniejszy system skanujący, który gwarantuje niezmiennie wysoką dokładność i wydajność.
Dzięki innowacyjnej konstrukcji „Cross Concept Construction” skaner oferuje najlepszą rozdzielczość obrazu, dokładność wykrywania i wydajność. Nowoczesna technologia skanowania gwarantuje określoną wydajność zgodnie z wymaganiami klienta. Szczególnie wyjątkowe jest oświetlenie LED i pozycjonowanie czujników w oparciu o technologię CCC. Gwarantuje to najlepszy wynik optymalizacji.
Skanery Luxscan wykorzystują technologię różnych czujników, takich jak kamery laserowe, kamery kolorowe i rentgenowskie. Nadaje się do wielu zastosowań. Dla każdego zastosowania Luxscan pomaga dobrać odpowiednie czujniki i ich najlepszą kombinację w zależności od gatunku drewna, jakości powierzchni i wymaganej wydajności. Celem jest uzyskanie jak najlepszych informacji z obrazów dla każdego zastosowania.
Sztuczna inteligencja na służbie
Przetwarzanie obrazów w skanerze jest wykonywane w zaawansowanym oprogramowaniu OptiCore AI. To najnowsza odsłona dobrze znanego softu Luxscan. OptiCore AI nie korzysta z konwencjonalnych algorytmów przetwarzania obrazu, które wymagają dostosowania wielu różnych parametrów, lecz wykorzystuje głębokie sieci neuronowe.
Ta nowa dziedzina sztucznej inteligencji znacznie upraszcza wykrywanie i klasyfikowanie defektów. W oparciu o bazę danych obrazów, sieć neuronowa jest szkolona i w ten sposób podczas procesu uczenia się samodzielnie opracowuje kryteria wykrywania wad. Sprawia to, że detekcja jest bardziej stabilna nawet przy zmieniających się kolorach i powierzchniach drewna. Poprawiona została również dokładność wykrywania wad i oddzielania poszczególnych wad.
OptiCore AI jest obecnie stosowany we wszystkich nowych skanerach produkcji WEINIGA. Można nim obrabiać zarówno drewno iglaste jak i wybrane gatunki drewna liściastego, szczególnie dąb i buk.
Maszyna nadaje się do obróbki drewna suchego jak i mokrego.
Program jest w stanie zidentyfikować różne wady, jak również różnice w kolorze drewna. Dane jakościowe z wielu czujników pozwalają na optymalne przetwarzanie danych i identyfikację wad.
Optymalizacja w oprogramowaniu OptiCore zapewnia najlepsze rozwiązanie dla rozkroju poprzecznego drewna. Uwzględnia ono różne wymagania klientów i wymagania jakościowe. Na podstawie dokładnych danych o desce określonych podczas przetwarzania obrazu, cięcie drewna jest optymalizowane zgodnie z wymaganiami klienta. Istnieją nieograniczone możliwości w definiowaniu produktów i jakości. Dzięki podziałowi produktów na różne strefy można również łatwo poradzić sobie ze skomplikowanymi cechami jakościowymi.
Dzięki temu można produkować wiele produktów końcowych.
Opticore wykonuje rozpoznanie wad na podstawie informacji pochodzących od sensorów oraz optymalizuje deskę zgodnie z kryteriami klienta. Sterowanie odbywa się z wykorzystaniem Multi PC z rozbudowaną architekturą, w systemie Windows, w celu szybkiego opracowania danych.
Kryteria optymalizacji
Optymalizacja uwzględnia wszystkie strony deski, jak również rotację elementu przed jego przerzynaniem. Na przykład, określone wady mogą być dopuszczalne w tylnych niewidocznych częściach ram okiennych podczas produkcji kantówki.
Informacje dotyczące wymogów jakościowych, długości i ilości optymalizowanego produktu zostają wprowadzone do systemu. Komputer dokonuje wyliczenia optymalnego rozkroju z uwzględnieniem tych informacji.
Optymalizacja opiera się na wymogach klienta. Wydajność materiału: maksymalna wydajność materiału jest zoptymalizowana, zależna od wartości wyrobu. Wartość produktu: produkt o najwyższej wartości jest nadrzędny w stosunku innego.
Optymalizacja opiera się zmiennych danych, niezależnie od wydajności drewna oraz docelowej ilości. Ilość docelowa: optymalizacja osiąga wymaganą wielkość poszczególnych produktów w jednym czasie, niezależnie od wydajności drewna oraz wartości.
Interface graficzny pozwala na wizualizację wad w czasie rzeczywistym każdej pojedynczej deski. Dodatkowo operator ma dostęp do różnych poziomów sterowania oraz parametrów urządzenia.
Co więcej, software oferuje następując możliwości: statystykę produkcyjną, otwartość do podłączenia z typowymi bazami danych (SQL Server, Access, Oracle, inne) poprzez łącze Ethernet TCP/IP, a także możliwość wprowadzania do pamięci danych o materiale na dysk twardy w czasie rzeczywistym.
Skaner jest przystosowany do obsługi 4 optymalizerek, zachowując taką rozdzielczość jak wcześniej użytkowany przez Mardom skaner utrzymywał przy 2 pilarkach. Przez jakiś czas Mardom Pro użytkował wcześniejszy skaner z 4 OptiCutami. Niemniej jednak, wobec coraz mniejszej dostępności dobrej jakości materiału coraz trudniej sobie pozwolić na zmniejszenie dokładności skanowania.
Dzięki lepszej rozdzielczości firma uzyskuje lepszą dokładność skanowania co pozwala na duże oszczędności w późniejszych etapach procesu obróbczego (mniej przepuszczonych wad = mniej wycinania wad z obrobionych elementów (np. po łączeniu na długość) = mniej ludzi potrzebnych do kontroli i korekty produktów).
Inne opcje dostępne w Combiscanach to choćby możliwość skanowania zmiennych szerokości – przydatne jeśli mamy deski bezpośrednio po wielopile z ruchomymi piłami. Standardem jest automatyczne pozycjonowanie kamer przy skanowaniu desek o stałych wymiarach (które jednak zawsze mogą delikatnie odbiec od normy) przesuwa kamery w idealne pozycje. Jest to gwarancją najlepszej możliwej jakości i rozdzielczości obrazu. Ciekawą opcją są zdjęcia rentgenowskie pozwalające np. na wykrywanie sęków wewnątrz materiału itd.
Rozwiązania dedykowane dla Mardom Pro
W skanerze, który pracuje w Mardom Pro zastosowano moduł ACM do wykrywania pęknięć skośnych. Wykrywanie ukośnych, niepionowych pęknięć jest zwykle ograniczone ze względu na ułożenie laserów. Dzięki zastosowaniu 4ech specjalnie rozmieszczonych laserów, moduł ACM do wykrywania pęknięć skośnych jest w stanie dostarczyć dodatkowych informacji. Dodatkowy kontrast jest generowany na górnej i dolej stronie płaskich pęknięć, co umożliwia rozpoznanie pęknięć trudnych do zidentyfikowania.
Co więcej, w ten sposób poprawia się ogólne wykrywanie pęknięć i minimalizuje się ryzyko „przesadnego” rozpoznywania wad tam, gdzie ich nie ma.
Serwis posprzedażowy
Jeżeli pojawiają się jakieś problemy, których rozwiązanie wymaga pomocy z zewnątrz – jest to rozwiązywane poprzez zgłoszenie do Kadimex, które również otrzymuje producent skanera. Reakcja jest bardzo szybka: technicy z firmy Luxscan łączą się ze skanerem on-line i diagnozują problem.
Firma Mardom, produkująca obecnie około dziesięciu różnych produktów, zauważyła znaczącą poprawę jakości wyrobów końcowych. Współpraca z firmą Weinig i wprowadzenie nowoczesnych rozwiązań opartych na sztucznej inteligencji umożliwiły przedsiębiorstwu utrzymanie pozycji lidera na rynku, z głównym odbiorcą w postaci firmy IKEA.
Inwestycja w Mardom Pro w sztuczną inteligencję i nowoczesne rozwiązania skanowania potwierdza, że przyszłość produkcji mebli drewnianych leży w połączeniu tradycji z najnowszymi osiągnięciami technologicznymi.:
-

 Wydarzenia7 dni temu
Wydarzenia7 dni temuII Kongres Pelletu: 18 – 19 kwietnia, Łódź Po hasłem: surowiec, technologia, dystrybucja i komunikacja
-

 Wydarzenia2 tygodnie temu
Wydarzenia2 tygodnie temuFabryka mebli na żywo – DREMASILESIA już pod koniec kwietnia w Katowicach!
-

 Aktualności3 dni temu
Aktualności3 dni temuKoniec z „bezcłowym” importem rosyjskich produktów drzewnych przez Kazachstan i Turcję?
-

 Wydarzenia3 dni temu
Wydarzenia3 dni temuEuropejski przemysł drzewny domaga się zmian w rozporządzeniu EUDR
-

 Aktualności3 dni temu
Aktualności3 dni temuPierwszy punkt zbiórki materiałów do recyklingu
-

 Wydarzenia2 dni temu
Wydarzenia2 dni temuJuż w maju spotkamy się na targach we Włoszech
-

 Wydarzenia3 dni temu
Wydarzenia3 dni temuDrewno to nie jest uciążliwym odpadem
-

 Aktualności2 dni temu
Aktualności2 dni temuZmiana terminu i synergia między projektami pozwoliły wrócić na drogę świetności
Komentarze